
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
由于受到金融危机影响,高质量双端面铣床行业近两年发展速度略有减缓。但是,随着国民经济的快速发展以及金融危机的进入逐渐消退阶段,双端面铣床生产行业已经重新迎来良好的发展机遇。近年来,我国托辊行业发展迅速,由于托辊行业生产技术不断提高以及下游需求市场不断扩大,托辊行业在国内和市场上发展形势都十分被看好。从2010年开始托辊行业面临新的发展形势,随着新进入企业不断增多,原材料价格自然而然的持续上涨,导致行业利润降低,因此托辊行业市场竞争也日趋激烈。
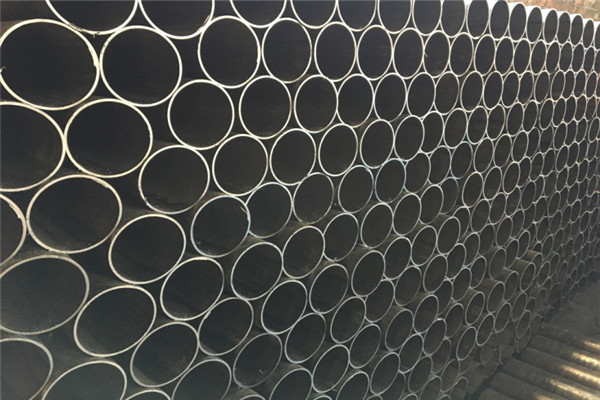
高质量双端面铣床用缓冲床代替。在选购方面根据缓冲托辊的特点提出一下几点注意事项:托辊径向跳动量、托辊灵活度、轴向窜动量、托辊防尘性能、防水性能、托辊轴向承载性能、托辊抗冲击性能等。高质量双端面铣床主要技术参数和技术性能 目前,我公司共生产φ89、φ108、φ133、φ159规格的缓冲托辊,这种规格的缓冲缓冲托辊,其机械性能符合如下: 1、径向圆跳动:径向圆跳动量不大于下表一的界定数值。 2、轴向窜动:在500N轴向载荷作用下,缓冲托辊轴的轴向窜动量小于1.2mm。 3、旋转阻力:缓冲托辊在250N的压力作用下,在外圆线速度为2.0m/s时,其旋转阻力小于表二的界定数值。 4、跌落强度:缓冲托辊经水平与垂直跌落试验后,所有零件和焊缝无损伤和脱出现象,缓冲托辊轴向位移不大于1.2mm,缓冲托辊管体与轴承座无松动。同时,经跌落试验后,其旋转阻力小于下表二规定数值的1.5倍。 5、轴向载荷:对缓冲托辊施加表三规定的轴向载荷后,缓冲托辊轴(包括轴承座、密封装置)与缓冲托辊管体无脱开现象。

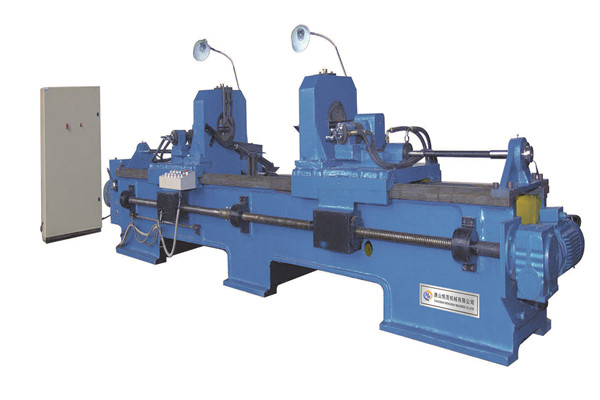
高质量双端面铣床应用范围:摩擦托辊广泛应用于矿山、电力、冶金、化工、粮食、建筑、港口、码头等带式输送机的配套。摩擦托辊如何实现自动定位和焊接摩擦托辊的组装采用专用卡具和设备,实现自动定位和焊接。高质量生产组装是以摩擦托辊轴为基准,在专用卡具内以轴为基准再定位筒体,以保证轴与筒体、两端轴承的同轴度和两端轴承座端面的摩擦度。径向误差由设备的专用卡具自动整。设计的专用卡具,以摩擦托辊轴外径为基准,直接与筒体外径定位,并将轴承座端面与筒体截面焊接,从而减小了中间工序产生的误差对摩擦托辊几何尺寸精度的影响。只要保证专用卡具的精度和摩擦托辊轴的精度,就能保证摩擦托辊的精度要求,从根本上消除了影响摩擦托辊偏心的因素。

四川双端面铣床是带式输送机的重要配件。其重量约占整机重量的1/3。根据现场调查,煤矿井下托辊的使用寿命一般在4000~6000h 。在机械化综采、综放工作面顺槽中使用的托辊,在采完一个工作面后,托辊损坏数量约占30%~50%,消耗量很大。煤矿中带式输送机停机事故,各矿的运行中,50%的故障是托辊故障所致。因此,提高双端面铣床生产质量对降低带式输送机的能耗、运转效率至关重要。





