
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

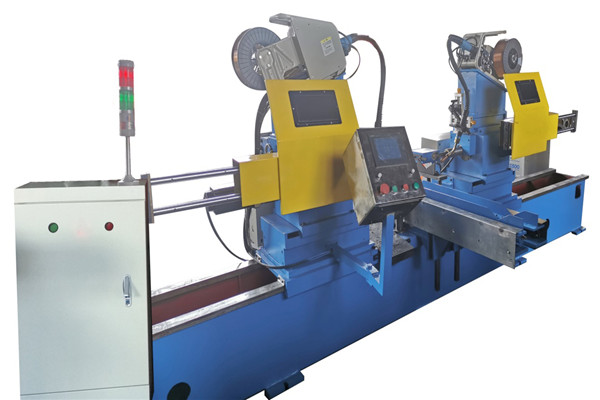
托辊生产设备生产维护保养1.托辊正常使用寿命20000h以上,一般不需维修。但根据使用场所和负荷的大小,应制定相应的维修日期,及时清洗注油维修,及时清理浮煤等。对有异常声响和不转的托辊要及时换。2.换轴承时,使轴承保持架开口向外,轴承装入托辊后,应保持适当的游隙,不得压死。3.迷宫密封件应采用原厂配件,装配时应分别装入托辊内,不得套在一起装配。4.使用中托辊,应严防重物击砸托辊管体。5.为确保托辊密封性能及使用性能,禁止随意拆卸托辊。托辊支架装置既便于换托辊的托辊支架装置,涉及有可偏转托辊支架、支座、销轴、机身、托辊、限位块和紧固件组成。支座下端与机身上端用紧固件连接在一起,支座则用销轴与可偏转托辊生产设备生产连接在一起,在可偏转托辊支架上设置有托辊。在可偏转托辊支架上,设置有供绕销轴转动的卡槽,托辊则安装在可偏转托辊支架的卡槽中,在可偏转托辊支架上设置有控制偏转角度的限位块。在支座或机身上设置有供可偏转托辊支架绕其转动的销轴,在拆下紧固件的情况下,可偏转托辊支架可以在限位块的控制下绕水平固定的销轴转动的角度。槽型支架属于托辊支架的一种。采用生产工艺,保证产品质量。槽型托辊皮带沾物,在斜坡皮带上送力大,阻力小,效果佳。双节托辊,能减轻皮带在陶瓷托辊上的重形压力点,托辊中空装置能使带沾物自行掉落,不沾吸托辊,均能延长托辊使用期。

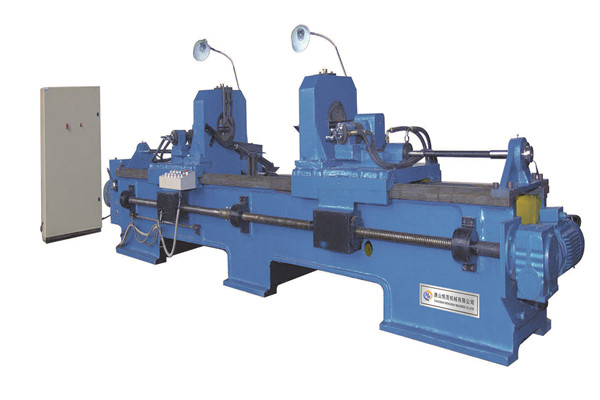
托辊生产设备生产的高能束热处理:是局部表面改性技术。采用的热源有激光、电子束、离子束、电火花、超高频感应冲击、太阳能和同步辐射等。提高工件的疲劳强度。一、高能束热处理在金属概况发生残存压应力。因而加热速度快、冷却速度亦快,功率密度高、作用时间短。其过热度和过冷度大于惯例热处理,处置惩罚后概况硬度比惯例处置惩罚高5~10HRC没有机械应力作用。二、高能束的束斑小,高能束加热属非接触加热。热影响区极小;高能束的加热和冷却速度很快,热应力很小,因此工件变形小。托辊生产设备生产奥氏体长大及碳原子和合金原子的扩散受到抑制,由于加热速度快,可获得细化和超细化组织的概况。由于高能束作用面积小,高能束热处置惩罚靠工件自身冷却淬火。金属自己的热容量足以使被处理的概况骤冷,保证完成马氏体转变,并能获得隐晶马氏体。急冷还可抑制碳化物的析出,从而减少脆性相的影响。
曹妃甸托辊生产设备是带式输送机的重要部件,种类多,数量大。它占了一台带式输送机总成本的35%,承受了70%以上的阻力,因此托辊的质量尤为重要。托辊生产设备生产的作用是支撑输送带和物料重量。托辊运转必须灵活可靠。减少输送带同托辊的摩擦力,对占输送机总成本25%以上的输送带的寿命起着关键作用。虽然托辊在带式输送机中是一个较小部件,结构并不复杂,但制造出高质量的托辊并非易事。判断托辊好坏的标准有以下几条:托辊径向跳动量;托辊灵活度;轴向窜动量。托辊径向跳动量对胶带输送机的影响:在国家规定的跳动量的范围内,可以保持胶带机平稳运行,否则就会使得胶带输送机胶带共振跳动,造成物料抛洒,污染环境,在带速越高的情况下越显得径向跳动量小的好处。

定制托辊生产设备用缓冲床代替。在选购方面根据缓冲托辊的特点提出一下几点注意事项:托辊径向跳动量、托辊灵活度、轴向窜动量、托辊防尘性能、防水性能、托辊轴向承载性能、托辊抗冲击性能等。定制托辊生产设备主要技术参数和技术性能 目前,我公司共生产φ89、φ108、φ133、φ159规格的缓冲托辊,这种规格的缓冲缓冲托辊,其机械性能符合如下: 1、径向圆跳动:径向圆跳动量不大于下表一的界定数值。 2、轴向窜动:在500N轴向载荷作用下,缓冲托辊轴的轴向窜动量小于1.2mm。 3、旋转阻力:缓冲托辊在250N的压力作用下,在外圆线速度为2.0m/s时,其旋转阻力小于表二的界定数值。 4、跌落强度:缓冲托辊经水平与垂直跌落试验后,所有零件和焊缝无损伤和脱出现象,缓冲托辊轴向位移不大于1.2mm,缓冲托辊管体与轴承座无松动。同时,经跌落试验后,其旋转阻力小于下表二规定数值的1.5倍。 5、轴向载荷:对缓冲托辊施加表三规定的轴向载荷后,缓冲托辊轴(包括轴承座、密封装置)与缓冲托辊管体无脱开现象。
定制托辊生产设备有哪些优异性能?下面托辊生产设备生产就来和大家简单分享,如下:第1、托辊具有极高的耐磨性能,磨擦系数,不易磨损皮带;第2、辊具有优良的自润滑性,不用注油,在恶劣条件下使用不易卡死;第3、尼龙托辊具有具有抗静电,抗阻燃,耐老化,耐化学(酸、碱和有机溶剂)的腐蚀;第4、尼龙托辊不毒不污染,能承受反复冲击、震动;第5、尼龙托辊使用环境温度范围为:-40℃~80℃;第6、机械性能优异,重量轻,安装方便,不用维修;第7、尼龙托辊嗓音低(3-7DB)运转平稳,寿命长(是金属托辊寿命的3-5倍)
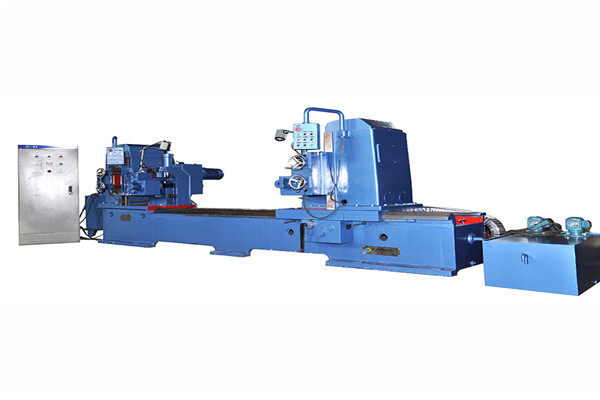
定制托辊生产设备应用范围:摩擦托辊广泛应用于矿山、电力、冶金、化工、粮食、建筑、港口、码头等带式输送机的配套。摩擦托辊如何实现自动定位和焊接摩擦托辊的组装采用专用卡具和设备,实现自动定位和焊接。定制生产组装是以摩擦托辊轴为基准,在专用卡具内以轴为基准再定位筒体,以保证轴与筒体、两端轴承的同轴度和两端轴承座端面的摩擦度。径向误差由设备的专用卡具自动整。设计的专用卡具,以摩擦托辊轴外径为基准,直接与筒体外径定位,并将轴承座端面与筒体截面焊接,从而减小了中间工序产生的误差对摩擦托辊几何尺寸精度的影响。只要保证专用卡具的精度和摩擦托辊轴的精度,就能保证摩擦托辊的精度要求,从根本上消除了影响摩擦托辊偏心的因素。





