
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

现在的高质量托辊自动焊接机频繁的损坏,严重20多天就磨透了。运钢渣皮带机上的托辊也用不了3个月。那么是什么原因呢?下面就来和大家简单分享,如下:大部分托辊自动焊接机生产的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。托辊运作中烧结现场温度较高,在皮带机的落料点有大量的水蒸气,配好的烧结料粘度大,有的位置皮带漏料,导致上、下托辊粘料都很严重。大部分托辊损坏的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。生产厂家指出一般使用寿命2个月左右,只有15天,用6个月。托辊运作中送球团和精矿的现场粉尘大、皮带上粘附有颗粒料,钢管托辊很多不到一个月被磨断,轴承也经常发生卡死现象。

丰南高质量托辊自动焊接机轴承杯与管体的焊接质量差,引起轴向脱开或灰尘和水浸入托辊轴承内导致托辊损坏。因此,必须将轴承杯与管体的焊接列入托辊生产加工工艺流程图中的特殊工序和关键工序,专门制定该工序的作业指导书,应选择氩气或CO2气体保护焊进行施焊。作业指导书中对于焊接电压、焊接电流、送气流量、送丝速度、管体选择线速度等参数做明确给定。对施焊设备、焊丝材料和施焊操作者都要做验证和标定。高质量托辊自动焊接机轴承杯与管体的焊接应作为特殊工序点来控制,编制特殊工序作业指导书。
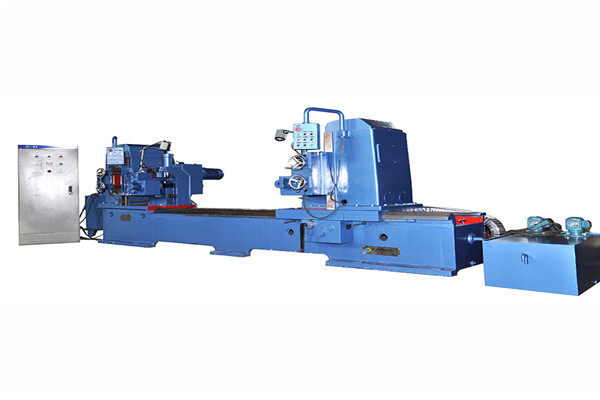
高质量托辊自动焊接机应用范围:摩擦托辊广泛应用于矿山、电力、冶金、化工、粮食、建筑、港口、码头等带式输送机的配套。摩擦托辊如何实现自动定位和焊接摩擦托辊的组装采用专用卡具和设备,实现自动定位和焊接。高质量生产组装是以摩擦托辊轴为基准,在专用卡具内以轴为基准再定位筒体,以保证轴与筒体、两端轴承的同轴度和两端轴承座端面的摩擦度。径向误差由设备的专用卡具自动整。设计的专用卡具,以摩擦托辊轴外径为基准,直接与筒体外径定位,并将轴承座端面与筒体截面焊接,从而减小了中间工序产生的误差对摩擦托辊几何尺寸精度的影响。只要保证专用卡具的精度和摩擦托辊轴的精度,就能保证摩擦托辊的精度要求,从根本上消除了影响摩擦托辊偏心的因素。

高质量托辊自动焊接机锥形管体是用高频焊接管和无缝钢管精心加工成型,能保证管体的壁厚尺寸并且均匀,管体外圆达到设计要求,不需要精加工外表面及其它工序。外圆径跳均小于0.5mm。锥形调心托辊,调心能力强,灵敏度高,锥角大,无磨损,节能降耗显著锥形调心托辊组:当胶带跑偏至任何一侧时,胶带与锥辊的小端产生滑动摩擦力的作用下,使托辊自动焊接机生产组的上横梁旋转,将胶带送正。





