
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

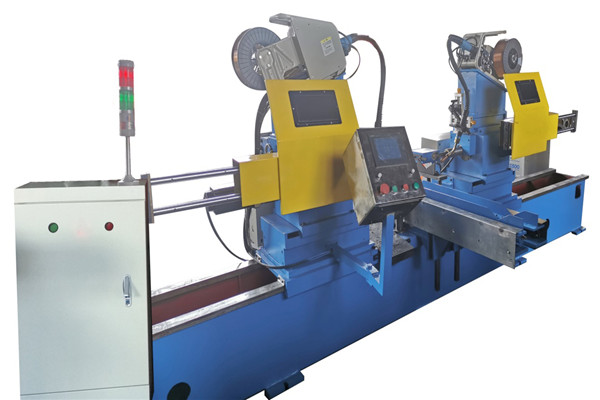
拆开后修复法就是将高质量自动焊机连轴一同悉数拆开下来,经车削修复后在装置到机器上运用。这种方法工作量大,所需停机时间长,但修复方便。自动焊机公司破碎是破碎设备的一种,其进料粒度相对较小,出料粒度细,主要用于石料生产线中二级破碎等,适用于水泥、冶金、化工、电力、煤炭、建材、耐火材料等工业部门破碎中、高级硬度的物料。

高质量自动焊机橡胶圈使用时在物料的作用下,输送带和各托辊弹性下压,克服了硬性冲击碰撞,有效保护了输送带和各高质量自动焊机,延长了使用寿命,降低了生产成本,本实用新型适用于有落差的皮带输送机的始端.用于带式输送机受料处减缓落料对输送带的冲击.

高质量自动焊机磨床操作及日常维护点检内容,在此为您做了简单整理,与您共享。1.自动焊机公司检查油泵有无异响和过热现象2.检查砂轮静动压轴承的油压,油量以及过滤器是否正常,3.检查各运动部分的润滑是否良好,检查上部等是否正常4.检查头架,砂轮架的V型皮带的张力是否正常。5.检查磨削液的流量是否很充分,压力是否正常.冷却喷嘴角度是否合适并及时调整。6.检查纸过滤系统是否正常,过滤纸是否足够。7. 砂轮启动前对砂轮外观进行检查否完好。8.启动磨床电源,对砂轮进行试运转。9.查看液压系统的油压,运转情况是否正常。10.查看测量系统和涡流探伤系统是否完好。11.检查主轴油温控制系统运行正常。12.检查头架驱动拨叉有无异常。
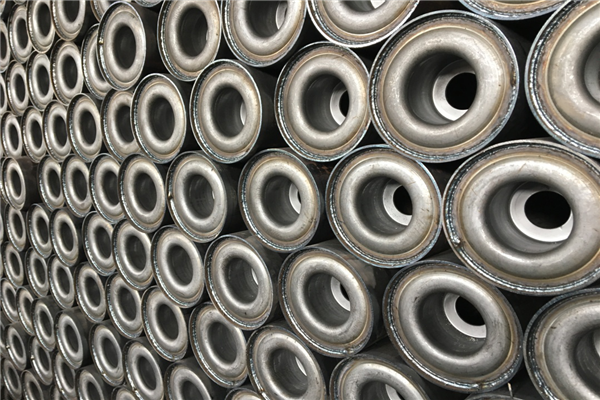
自动焊机公司和橡胶输送带前进阻力占胶带输送机主要阻力50%~85%。在机长超过80m的胶带输送机总阻力计算公式中,总阻力受到诸如按照输送机长度选取的装料系数、与安装情况和工作条件相关的承载分支托辊单位长度的旋转部分质量、回程托辊单位长度的旋转部分质量、模拟摩擦系数、输送机长度、托辊前倾摩擦特种主要阻力和清扫器摩擦胶带特种附加阻力、输送带单位质量、输送物料单位质量等参数影响。皮带机的托辊决定了输送机的使用效果,个别是决定输送带使用寿命的 重要部件之一。托辊组的结构在很大程度上决定了输送带和托辊所受承载的大小与性质。皮带输送机对托辊的基本要求是:结构合理,经久耐用,密封装置防尘性能和防水性能好,使用可靠。轴承保证良好的润滑,自重较轻,回转阻力系数小,制造成本低,托辊表面 光滑等。支承托辊的作用是支承输送带及带上的物料,减小带条的垂度,保证带条平稳运行,在有载分支形成槽形断面,可以增大运输量和防止物料的两侧撒漏。一台输送机的托辊数量很多,托辊质量的好坏,对皮带输送机的运行阻力、输送带的寿命、能量消耗及维修、高质量自动焊机运行费用等影响很大。

高质量自动焊机是局部表面改性技术。采用的热源有激光、电子束、离子束、电火花、超高频感应冲击、太阳能和同步辐射等。提高工件的疲劳强度。一.高能束加热属非接触加热。热影响区极小;高能束的加热和冷却速度很快,热应力很小,因此工件变形小。奥氏体长大及碳原子和合金原子的扩散受到抑制,二.由于秦皇岛自动焊机加热速度快。可获得细化和超细化组织的概况。由于高能束作用面积小,三.高能束热处置惩罚靠工件自身冷却淬火。金属自己的热容量足以使被处理的概况骤冷,保证完成马氏体转变,并能获得隐晶马氏体。急冷还可抑制碳化物的析出,从而减少脆性相的影响。四.高能束热处理在金属概况发生残存压应力。因而加热速度快、冷却速度亦快。
目前国内煤矿井下使用的高质量自动焊机带式输送机带速一般控制在7.1m/s之内(GB 50431-2008 <带式输送机工程设计规范>3.2条款中规定带宽1800mm~2800mm条件下,最高带速为7.1m/s)。带速提高后托辊转速也随之增大,导致高质量自动焊机的旋转阻力增大和使用寿命降低。根据国家标准的规定托辊转速不得大于600r/min(见GB10595-2009),否则托辊旋转阻力会急剧增大,并导致使用寿命急剧下降。当高质量自动焊机转速超度600r/min时刻采用加大托辊直径的方法来降低托辊的转速。





