
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

高质量山西在结构中的密封形式、加工质量、轴承、轴承杯润滑脂等方面决定着托辊的综合质量。目前发达国家使用的新型注油托辊,其运行阻力小,轴承采用稀油润滑,托辊带速可达6~8m/s,寿命可达10a以上。因此要提高我国输送机托辊技术,很重要的一点就是应该通过改进密封结构和润滑方式来提高托辊的综合质量。目前,国内托辊采用双迷宫非接触式密封、大游隙KA系列专用轴承、3#锂基润滑脂的结构。这种结构形式下的双端面铣床生产托辊提高质量的主要环节是制造加工质量和主要构件的质量。国内托辊生产厂家的加工工艺和设备精度保证不了设计要求,致使托辊旋转阻力大、空载能耗高、使用寿命短。因此要制造出高质量的托辊要制定相应的工艺流程,改进托辊的加工工艺、提高设备精度、制做相应的工艺装备,才能满足带式输送机的高速、高运量和使用寿命。要把托辊的使用寿命由6000h向上提高至10000h,这样每年托辊的损坏数量可减少2/3,经济效益相当可观。

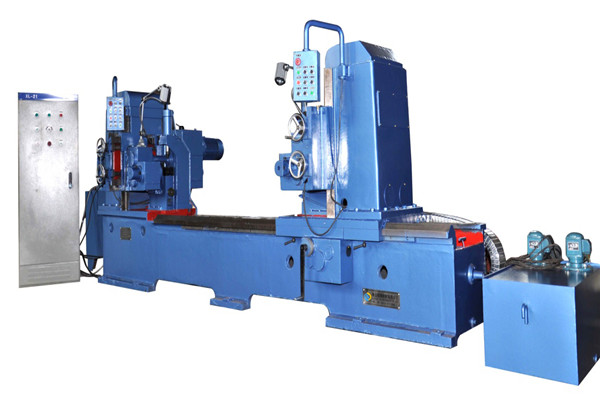
拆开后修复法就是将高质量双端面铣床连轴一同悉数拆开下来,经车削修复后在装置到机器上运用。这种方法工作量大,所需停机时间长,但修复方便。双端面铣床生产破碎是破碎设备的一种,其进料粒度相对较小,出料粒度细,主要用于石料生产线中二级破碎等,适用于水泥、冶金、化工、电力、煤炭、建材、耐火材料等工业部门破碎中、高级硬度的物料。

山西双端面铣床生产由刀具、卡盘、尾座、刀架与铣削动力头组成。1. 数控车床的刀具(1)对刀具的要求数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。 数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依据的。在这种情况下双端面铣床生产,刀片耐用度的一致性甚至比其平均寿命更重要。
高质量双端面铣床的产品结构使输送带在输送粘湿物料的环境下,具有不粘辊、自洁力强、不粘带的特点。点、高质量双端面铣床具有结构新颖、安装方便、输送平稳、不粘辊、噪音小、能耗低以及延长胶带使用寿命等特点。第三点、螺旋托辊产品从根本上解决了带式输送机普遍存在的腐蚀、粘辊、胶带跑偏和撕裂等严重问题。第四点螺旋托辊具有较强的自动较正输送带偏带的能力,同时大限度的保护和避免了橡胶输送带的绞带,以免撕裂的可能性第五点、螺旋托辊同时大限度延长了输送带寿命节约了能耗,大大降低生产成本,提高经济效益。

高质量双端面铣床用缓冲床代替。在选购方面根据缓冲托辊的特点提出一下几点注意事项:托辊径向跳动量、托辊灵活度、轴向窜动量、托辊防尘性能、防水性能、托辊轴向承载性能、托辊抗冲击性能等。高质量双端面铣床主要技术参数和技术性能 目前,我公司共生产φ89、φ108、φ133、φ159规格的缓冲托辊,这种规格的缓冲缓冲托辊,其机械性能符合如下: 1、径向圆跳动:径向圆跳动量不大于下表一的界定数值。 2、轴向窜动:在500N轴向载荷作用下,缓冲托辊轴的轴向窜动量小于1.2mm。 3、旋转阻力:缓冲托辊在250N的压力作用下,在外圆线速度为2.0m/s时,其旋转阻力小于表二的界定数值。 4、跌落强度:缓冲托辊经水平与垂直跌落试验后,所有零件和焊缝无损伤和脱出现象,缓冲托辊轴向位移不大于1.2mm,缓冲托辊管体与轴承座无松动。同时,经跌落试验后,其旋转阻力小于下表二规定数值的1.5倍。 5、轴向载荷:对缓冲托辊施加表三规定的轴向载荷后,缓冲托辊轴(包括轴承座、密封装置)与缓冲托辊管体无脱开现象。





