
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

现在的定制双端面铣床频繁的损坏,严重20多天就磨透了。运钢渣皮带机上的托辊也用不了3个月。那么是什么原因呢?下面就来和大家简单分享,如下:大部分双端面铣床生产的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。托辊运作中烧结现场温度较高,在皮带机的落料点有大量的水蒸气,配好的烧结料粘度大,有的位置皮带漏料,导致上、下托辊粘料都很严重。大部分托辊损坏的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。生产厂家指出一般使用寿命2个月左右,只有15天,用6个月。托辊运作中送球团和精矿的现场粉尘大、皮带上粘附有颗粒料,钢管托辊很多不到一个月被磨断,轴承也经常发生卡死现象。

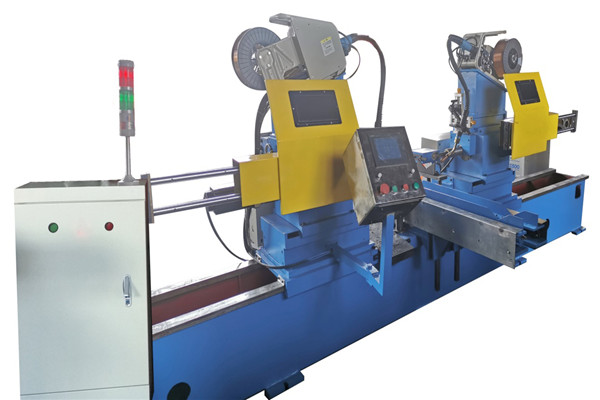
定制双端面铣床的产品结构使输送带在输送粘湿物料的环境下,具有不粘辊、自洁力强、不粘带的特点。点、定制双端面铣床具有结构新颖、安装方便、输送平稳、不粘辊、噪音小、能耗低以及延长胶带使用寿命等特点。第三点、螺旋托辊产品从根本上解决了带式输送机普遍存在的腐蚀、粘辊、胶带跑偏和撕裂等严重问题。第四点螺旋托辊具有较强的自动较正输送带偏带的能力,同时大限度的保护和避免了橡胶输送带的绞带,以免撕裂的可能性第五点、螺旋托辊同时大限度延长了输送带寿命节约了能耗,大大降低生产成本,提高经济效益。

衡水定制双端面铣床轴承杯与管体的焊接质量差,引起轴向脱开或灰尘和水浸入托辊轴承内导致托辊损坏。因此,必须将轴承杯与管体的焊接列入托辊生产加工工艺流程图中的特殊工序和关键工序,专门制定该工序的作业指导书,应选择氩气或CO2气体保护焊进行施焊。作业指导书中对于焊接电压、焊接电流、送气流量、送丝速度、管体选择线速度等参数做明确给定。对施焊设备、焊丝材料和施焊操作者都要做验证和标定。定制双端面铣床轴承杯与管体的焊接应作为特殊工序点来控制,编制特殊工序作业指导书。
我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内企业的生存空间可以说是越来越小了,我们需要不断地加大自己这方面的技术能力,通过不断深化和国外先进工厂的合作,学习别人先进的技术、先进的管理经验和制度和其他一些方面不断提高自己的核心竞争力,不断提高自己在面对国外先进产品面前的竞争能力。衡水定制双端面铣床工业化生产的一个重要的环节,它保证了工业生产活动的正常运行,节省了人力资源和时间资源,所以托辊支架及许多输送带的前景还是非常好的。随着现代科技的迅猛发展,各个企业发展日新月异,国内托辊行业的生产正在朝着大型化、自动化、高精度化、安全化的方向发展。我们需要与时俱进,加快更新国内托辊市场的科技水平。我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内双端面铣床生产的生存空间可以说是越来越小了,我们需要不断地加大托辊技能方面的研究,采用标准设计、制造技术,学习先进的技术、先进的管理经验不断提高自己的核心竞争力,提高竞争能力。





