
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

山西铣扁机托辊切管机生产由刀具、卡盘、尾座、刀架与铣削动力头组成。1. 数控车床的刀具(1)对刀具的要求数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。 数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依据的。在这种情况下铣扁机托辊切管机生产,刀片耐用度的一致性甚至比其平均寿命更重要。
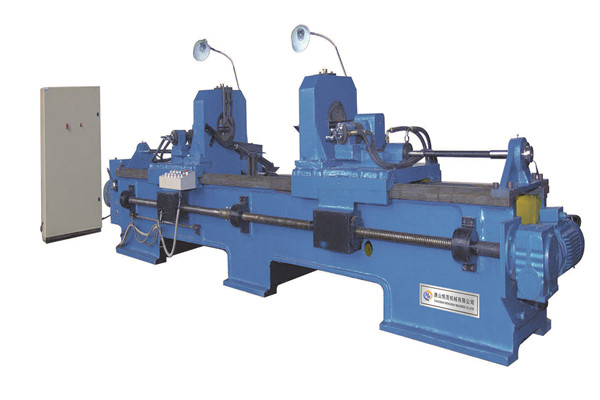
定制铣扁机托辊切管机直径尺寸有:φ89mm,φ108mm,φ133mm,159mm等。不同的托辊直径会对带式输送机的运行产生不同的影响:(1)托辊直径影响皮带:不同的托辊直径在带式输送机运行时,对皮带产生的摩擦力和支撑作用力也不相同,定制铣扁机托辊切管机直径不同对于皮带的直接影响,将对带式输送机的整体输送造成改变。(2)托辊直径影响功率:托辊直径的不同,同样会造成皮带松紧度、摩擦系数等数据的变化,在皮带机实际运转中,这些会对功率的消耗产生影响。(3)托辊直径影响带速:托辊直径的大小不同,旋转一周与皮带之间的接触面积,也会发生变化。所以在相同的转速下,托辊直径的不同,会对带式输送机的带速产生影响。

1.铣扁机托辊切管机生产正常使用寿命20000h以上,一般不需维修。但根据使用场所和负荷的大小,应制定相应的维修日期,及时清洗注油维修,及时清理浮煤等。对有异常声响和不转的托辊要及时更换。2.更换轴承时,必须使轴承保持架开口向外,轴承装入托辊后,应保持适当的游隙,不得压死。3.迷宫密封件应采用原厂配件,装配时应分别装入托辊内,不得套在一起装配。4.使用中铣扁机托辊切管机生产,应严防重物击砸托辊管体。5.为确保托辊密封性能及使用性能,禁止随意拆卸托辊。

定制铣扁机托辊切管机磨床操作及日常维护点检内容,在此为您做了简单整理,与您共享。1.铣扁机托辊切管机生产检查油泵有无异响和过热现象2.检查砂轮静动压轴承的油压,油量以及过滤器是否正常,3.检查各运动部分的润滑是否良好,检查上部等是否正常4.检查头架,砂轮架的V型皮带的张力是否正常。5.检查磨削液的流量是否很充分,压力是否正常.冷却喷嘴角度是否合适并及时调整。6.检查纸过滤系统是否正常,过滤纸是否足够。7. 砂轮启动前对砂轮外观进行检查否完好。8.启动磨床电源,对砂轮进行试运转。9.查看液压系统的油压,运转情况是否正常。10.查看测量系统和涡流探伤系统是否完好。11.检查主轴油温控制系统运行正常。12.检查头架驱动拨叉有无异常。





