
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
湖南专业铣扁机托辊切管机轴承杯与管体的焊接质量差,引起轴向脱开或灰尘和水浸入托辊轴承内导致托辊损坏。因此,必须将轴承杯与管体的焊接列入托辊生产加工工艺流程图中的特殊工序和关键工序,专门制定该工序的作业指导书,应选择氩气或CO2气体保护焊进行施焊。作业指导书中对于焊接电压、焊接电流、送气流量、送丝速度、管体选择线速度等参数做明确给定。对施焊设备、焊丝材料和施焊操作者都要做验证和标定。专业铣扁机托辊切管机轴承杯与管体的焊接应作为特殊工序点来控制,编制特殊工序作业指导书。

专业铣扁机托辊切管机是局部表面改性技术。采用的热源有激光、电子束、离子束、电火花、超高频感应冲击、太阳能和同步辐射等。提高工件的疲劳强度。一.高能束加热属非接触加热。热影响区极小;高能束的加热和冷却速度很快,热应力很小,因此工件变形小。奥氏体长大及碳原子和合金原子的扩散受到抑制,二.由于湖南铣扁机托辊切管机加热速度快。可获得细化和超细化组织的概况。由于高能束作用面积小,三.高能束热处置惩罚靠工件自身冷却淬火。金属自己的热容量足以使被处理的概况骤冷,保证完成马氏体转变,并能获得隐晶马氏体。急冷还可抑制碳化物的析出,从而减少脆性相的影响。四.高能束热处理在金属概况发生残存压应力。因而加热速度快、冷却速度亦快。

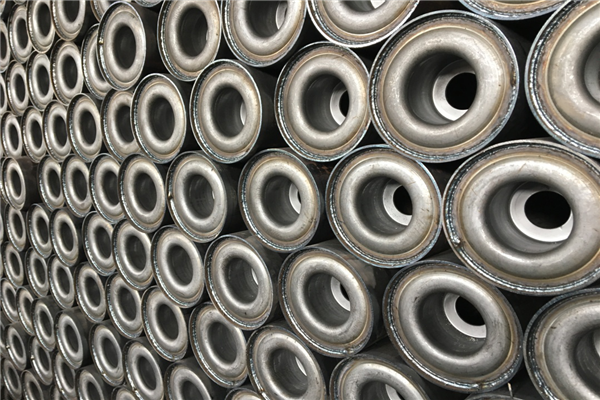
专业铣扁机托辊切管机具有高的耐磨性能,极低的摩擦系数,不易磨损皮带;优越的自润滑性,不用注油,在恶劣条件下使用不易卡死;平行托辊具有抗静电、抗助燃、耐老化、耐酸、碱和有机溶剂的腐蚀;能承受反复冲击、振动;使用环境温度范围:-40℃ -90℃;专业铣扁机托辊切管机机械性能优异,重量轻,安装方便,不用维修;运转平稳,寿命长等特点。

目前国内煤矿井下使用的专业铣扁机托辊切管机带式输送机带速一般控制在7.1m/s之内(GB 50431-2008 <带式输送机工程设计规范>3.2条款中规定带宽1800mm~2800mm条件下,最高带速为7.1m/s)。带速提高后托辊转速也随之增大,导致专业铣扁机托辊切管机的旋转阻力增大和使用寿命降低。根据国家标准的规定托辊转速不得大于600r/min(见GB10595-2009),否则托辊旋转阻力会急剧增大,并导致使用寿命急剧下降。当专业铣扁机托辊切管机转速超度600r/min时刻采用加大托辊直径的方法来降低托辊的转速。





