
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
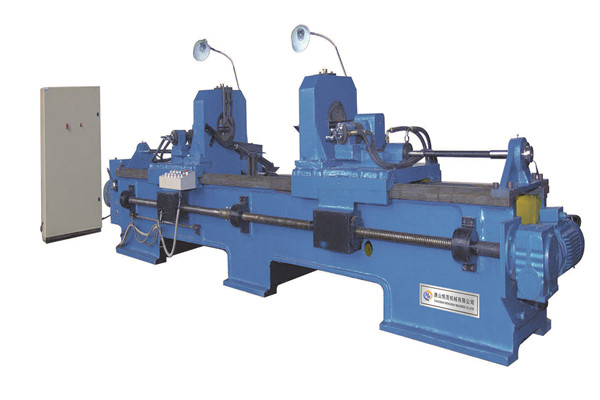
迁安铣扁机生产由刀具、卡盘、尾座、刀架与铣削动力头组成。1. 数控车床的刀具(1)对刀具的要求数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。 数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依据的。在这种情况下铣扁机生产,刀片耐用度的一致性甚至比其平均寿命更重要。
高质量迁安在结构中的密封形式、加工质量、轴承、轴承杯润滑脂等方面决定着托辊的综合质量。目前发达国家使用的新型注油托辊,其运行阻力小,轴承采用稀油润滑,托辊带速可达6~8m/s,寿命可达10a以上。因此要提高我国输送机托辊技术,很重要的一点就是应该通过改进密封结构和润滑方式来提高托辊的综合质量。目前,国内托辊采用双迷宫非接触式密封、大游隙KA系列专用轴承、3#锂基润滑脂的结构。这种结构形式下的铣扁机生产托辊提高质量的主要环节是制造加工质量和主要构件的质量。国内托辊生产厂家的加工工艺和设备精度保证不了设计要求,致使托辊旋转阻力大、空载能耗高、使用寿命短。因此要制造出高质量的托辊要制定相应的工艺流程,改进托辊的加工工艺、提高设备精度、制做相应的工艺装备,才能满足带式输送机的高速、高运量和使用寿命。要把托辊的使用寿命由6000h向上提高至10000h,这样每年托辊的损坏数量可减少2/3,经济效益相当可观。

铣扁机生产维护保养1.托辊正常使用寿命20000h以上,一般不需维修。但根据使用场所和负荷的大小,应制定相应的维修日期,及时清洗注油维修,及时清理浮煤等。对有异常声响和不转的托辊要及时换。2.换轴承时,使轴承保持架开口向外,轴承装入托辊后,应保持适当的游隙,不得压死。3.迷宫密封件应采用原厂配件,装配时应分别装入托辊内,不得套在一起装配。4.使用中托辊,应严防重物击砸托辊管体。5.为确保托辊密封性能及使用性能,禁止随意拆卸托辊。托辊支架装置既便于换托辊的托辊支架装置,涉及有可偏转托辊支架、支座、销轴、机身、托辊、限位块和紧固件组成。支座下端与机身上端用紧固件连接在一起,支座则用销轴与可偏转铣扁机生产连接在一起,在可偏转托辊支架上设置有托辊。在可偏转托辊支架上,设置有供绕销轴转动的卡槽,托辊则安装在可偏转托辊支架的卡槽中,在可偏转托辊支架上设置有控制偏转角度的限位块。在支座或机身上设置有供可偏转托辊支架绕其转动的销轴,在拆下紧固件的情况下,可偏转托辊支架可以在限位块的控制下绕水平固定的销轴转动的角度。槽型支架属于托辊支架的一种。采用生产工艺,保证产品质量。槽型托辊皮带沾物,在斜坡皮带上送力大,阻力小,效果佳。双节托辊,能减轻皮带在陶瓷托辊上的重形压力点,托辊中空装置能使带沾物自行掉落,不沾吸托辊,均能延长托辊使用期。

迁安高质量的使用寿命主要取决于轴承及密封的性能,如果托辊使用的轴承和密封性能良好,托辊的使用寿命就会大大延长。测试结果表明,轴承的摩擦阻力约占迁安高质量旋转阻力的1/4~1/8 。目前托辊采用的轴承型号6204KA、6205KA、6305KA、6306KA等滚动轴承。通常对国内外轴承的分析,认为国产轴承在加工精度和材料热处理等方面与发达国家基本相同,但1974年引进的英国道梯公司与伽立克公司由于采用415705型托辊专用轴承,其使用寿命与我国普通滚动轴承的寿命相比提高10倍以上,旋转阻力降低2倍以上。可见,我国应提高轴承加工精度和热处理质量,应赶超世界发达国家水平。 轴承质量决定着运行寿命。目前,有相当一部分生产厂家选择低价、低质量轴承组装托辊,其内外径尺寸精度、硬度和游隙都达不到技术标准要求。因此,必须购入国内正宗轴承生产厂家。

目前国内煤矿井下使用的高质量铣扁机带式输送机带速一般控制在7.1m/s之内(GB 50431-2008 <带式输送机工程设计规范>3.2条款中规定带宽1800mm~2800mm条件下,最高带速为7.1m/s)。带速提高后托辊转速也随之增大,导致高质量铣扁机的旋转阻力增大和使用寿命降低。根据国家标准的规定托辊转速不得大于600r/min(见GB10595-2009),否则托辊旋转阻力会急剧增大,并导致使用寿命急剧下降。当高质量铣扁机转速超度600r/min时刻采用加大托辊直径的方法来降低托辊的转速。

迁安高质量铣扁机 轴承杯内孔加工精度差,导致轴承在轴承杯内周向窜动,是损坏托辊的原因之一。 冲压轴承杯,许3套冲压模具完成成品制作。冲压模具质量决定了轴承杯的质量,也就决定了轴承的寿命,最终关联着托辊的使用寿命。因此,铣扁机生产生产厂家,必须跟踪考核和做管理评审,以确保是合格的采购控制清单名录者,对购入的轴承杯严格按检验规程进行检验。





