
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
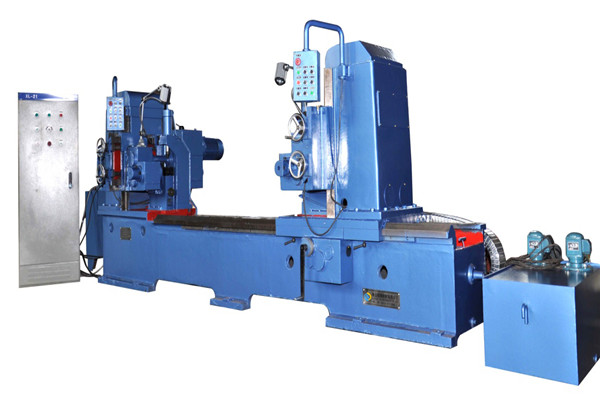
安徽高质量铣端面打中心孔机床双端铣 轴承杯内孔加工精度差,导致轴承在轴承杯内周向窜动,是损坏托辊的原因之一。 冲压轴承杯,许3套冲压模具完成成品制作。冲压模具质量决定了轴承杯的质量,也就决定了轴承的寿命,最终关联着托辊的使用寿命。因此,铣端面打中心孔机床双端铣采购生产厂家,必须跟踪考核和做管理评审,以确保是合格的采购控制清单名录者,对购入的轴承杯严格按检验规程进行检验。
铣端面打中心孔机床双端铣采购和橡胶输送带前进阻力占胶带输送机主要阻力50%~85%。在机长超过80m的胶带输送机总阻力计算公式中,总阻力受到诸如按照输送机长度选取的装料系数、与安装情况和工作条件相关的承载分支托辊单位长度的旋转部分质量、回程托辊单位长度的旋转部分质量、模拟摩擦系数、输送机长度、托辊前倾摩擦特种主要阻力和清扫器摩擦胶带特种附加阻力、输送带单位质量、输送物料单位质量等参数影响。皮带机的托辊决定了输送机的使用效果,个别是决定输送带使用寿命的 重要部件之一。托辊组的结构在很大程度上决定了输送带和托辊所受承载的大小与性质。皮带输送机对托辊的基本要求是:结构合理,经久耐用,密封装置防尘性能和防水性能好,使用可靠。轴承保证良好的润滑,自重较轻,回转阻力系数小,制造成本低,托辊表面 光滑等。支承托辊的作用是支承输送带及带上的物料,减小带条的垂度,保证带条平稳运行,在有载分支形成槽形断面,可以增大运输量和防止物料的两侧撒漏。一台输送机的托辊数量很多,托辊质量的好坏,对皮带输送机的运行阻力、输送带的寿命、能量消耗及维修、高质量铣端面打中心孔机床双端铣运行费用等影响很大。

高质量铣端面打中心孔机床双端铣橡胶圈使用时在物料的作用下,输送带和各托辊弹性下压,克服了硬性冲击碰撞,有效保护了输送带和各高质量铣端面打中心孔机床双端铣,延长了使用寿命,降低了生产成本,本实用新型适用于有落差的皮带输送机的始端.用于带式输送机受料处减缓落料对输送带的冲击.

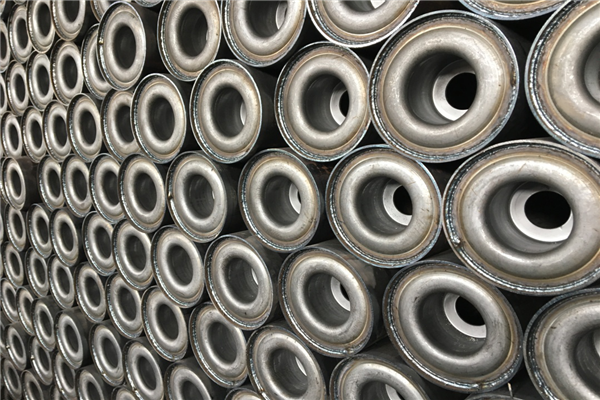
高质量铣端面打中心孔机床双端铣锥形管体是用高频焊接管和无缝钢管精心加工成型,能保证管体的壁厚尺寸并且均匀,管体外圆达到设计要求,不需要精加工外表面及其它工序。外圆径跳均小于0.5mm。锥形调心托辊,调心能力强,灵敏度高,锥角大,无磨损,节能降耗显著锥形调心托辊组:当胶带跑偏至任何一侧时,胶带与锥辊的小端产生滑动摩擦力的作用下,使铣端面打中心孔机床双端铣采购组的上横梁旋转,将胶带送正。
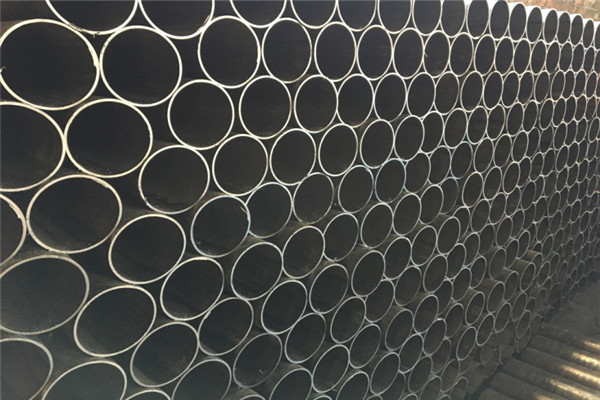
现在的高质量铣端面打中心孔机床双端铣频繁的损坏,严重20多天就磨透了。运钢渣皮带机上的托辊也用不了3个月。那么是什么原因呢?下面就来和大家简单分享,如下:大部分铣端面打中心孔机床双端铣采购的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。托辊运作中烧结现场温度较高,在皮带机的落料点有大量的水蒸气,配好的烧结料粘度大,有的位置皮带漏料,导致上、下托辊粘料都很严重。大部分托辊损坏的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。生产厂家指出一般使用寿命2个月左右,只有15天,用6个月。托辊运作中送球团和精矿的现场粉尘大、皮带上粘附有颗粒料,钢管托辊很多不到一个月被磨断,轴承也经常发生卡死现象。
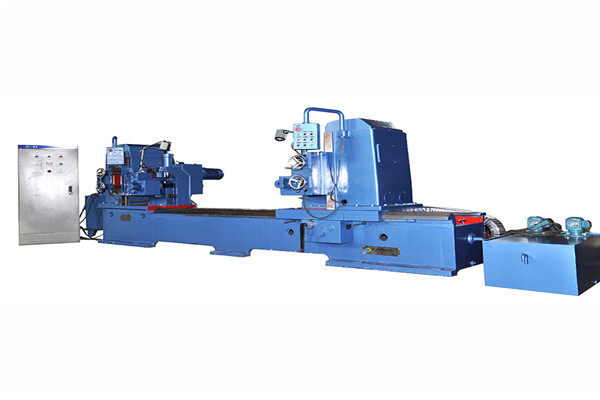
铣端面打中心孔机床双端铣采购的优点:(1)铣端面打中心孔机床双端铣采购结构简单、稳固,重量轻,支撑力度强、灵活性高、摩擦小、使用寿命长是同类产品的2-5倍。(2)好的托辊支架在保证对托辊的固定作用的同时,能够保证托辊径向跳动量;灵活度以及轴向窜动量在稳定范围之内。(3)好的托辊支架采用精钢结构,喷涂防锈漆,能够有效防尘、防水,抵抗外界环境的腐蚀,抗老化能力提高50%以上!(4)托辊支架对皮带提供支撑的同时,也能够为皮带提供矫正、调中,防止跑偏的作用。(5)托辊支架,制作工艺简单,重量强,便于安装和维护,大大降低了生产和维护成本!





