
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

专业自动切管机磨床操作及日常维护点检内容,在此为您做了简单整理,与您共享。1.自动切管机生产检查油泵有无异响和过热现象2.检查砂轮静动压轴承的油压,油量以及过滤器是否正常,3.检查各运动部分的润滑是否良好,检查上部等是否正常4.检查头架,砂轮架的V型皮带的张力是否正常。5.检查磨削液的流量是否很充分,压力是否正常.冷却喷嘴角度是否合适并及时调整。6.检查纸过滤系统是否正常,过滤纸是否足够。7. 砂轮启动前对砂轮外观进行检查否完好。8.启动磨床电源,对砂轮进行试运转。9.查看液压系统的油压,运转情况是否正常。10.查看测量系统和涡流探伤系统是否完好。11.检查主轴油温控制系统运行正常。12.检查头架驱动拨叉有无异常。
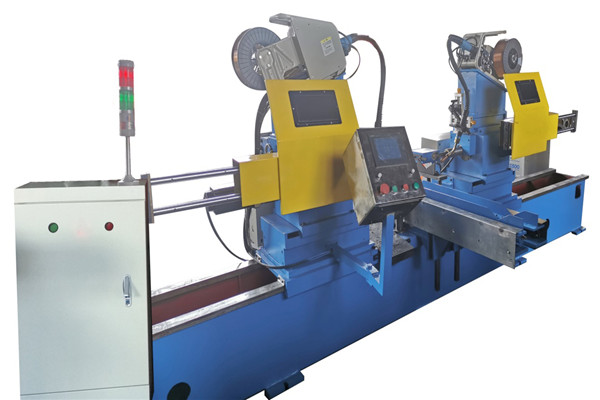
专业自动切管机有哪些优异性能?下面自动切管机生产就来和大家简单分享,如下:第1、托辊具有极高的耐磨性能,磨擦系数,不易磨损皮带;第2、辊具有优良的自润滑性,不用注油,在恶劣条件下使用不易卡死;第3、尼龙托辊具有具有抗静电,抗阻燃,耐老化,耐化学(酸、碱和有机溶剂)的腐蚀;第4、尼龙托辊不毒不污染,能承受反复冲击、震动;第5、尼龙托辊使用环境温度范围为:-40℃~80℃;第6、机械性能优异,重量轻,安装方便,不用维修;第7、尼龙托辊嗓音低(3-7DB)运转平稳,寿命长(是金属托辊寿命的3-5倍)
我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内企业的生存空间可以说是越来越小了,我们需要不断地加大自己这方面的技术能力,通过不断深化和国外先进工厂的合作,学习别人先进的技术、先进的管理经验和制度和其他一些方面不断提高自己的核心竞争力,不断提高自己在面对国外先进产品面前的竞争能力。安徽专业自动切管机工业化生产的一个重要的环节,它保证了工业生产活动的正常运行,节省了人力资源和时间资源,所以托辊支架及许多输送带的前景还是非常好的。随着现代科技的迅猛发展,各个企业发展日新月异,国内托辊行业的生产正在朝着大型化、自动化、高精度化、安全化的方向发展。我们需要与时俱进,加快更新国内托辊市场的科技水平。我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内自动切管机生产的生存空间可以说是越来越小了,我们需要不断地加大托辊技能方面的研究,采用标准设计、制造技术,学习先进的技术、先进的管理经验不断提高自己的核心竞争力,提高竞争能力。

专业自动切管机的硬度知识介绍:1.专业自动切管机具有耐腐化性特点:酸碱盐均对其不起腐化作用。2.槽型托辊硬度强:耐磨性强。3.密封性好:槽型托辊全密封,两头装有塑料迷宫密封圈,调皮油脂不会走漏,可使转动轴恒久;槽型托辊处于全密封状态下运转。4.槽型托辊陶瓷外貌:形成氧化膜,外貌平滑,不粘附物料,与传送带打仗摩擦系数小,低落了卷扬驱动力。5.槽型托辊利用寿命长:槽型托辊比钢托辊利用时间长2-5倍,且能淘汰皮带磨损,皮带不跑边,延伸皮带利用寿命。6.运营本钱低:槽型托辊能低落皮带运输机的综合本钱,淘汰维修工时。

专业安徽在结构中的密封形式、加工质量、轴承、轴承杯润滑脂等方面决定着托辊的综合质量。目前发达国家使用的新型注油托辊,其运行阻力小,轴承采用稀油润滑,托辊带速可达6~8m/s,寿命可达10a以上。因此要提高我国输送机托辊技术,很重要的一点就是应该通过改进密封结构和润滑方式来提高托辊的综合质量。目前,国内托辊采用双迷宫非接触式密封、大游隙KA系列专用轴承、3#锂基润滑脂的结构。这种结构形式下的自动切管机生产托辊提高质量的主要环节是制造加工质量和主要构件的质量。国内托辊生产厂家的加工工艺和设备精度保证不了设计要求,致使托辊旋转阻力大、空载能耗高、使用寿命短。因此要制造出高质量的托辊要制定相应的工艺流程,改进托辊的加工工艺、提高设备精度、制做相应的工艺装备,才能满足带式输送机的高速、高运量和使用寿命。要把托辊的使用寿命由6000h向上提高至10000h,这样每年托辊的损坏数量可减少2/3,经济效益相当可观。





