
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
专业辽宁在结构中的密封形式、加工质量、轴承、轴承杯润滑脂等方面决定着托辊的综合质量。目前发达国家使用的新型注油托辊,其运行阻力小,轴承采用稀油润滑,托辊带速可达6~8m/s,寿命可达10a以上。因此要提高我国输送机托辊技术,很重要的一点就是应该通过改进密封结构和润滑方式来提高托辊的综合质量。目前,国内托辊采用双迷宫非接触式密封、大游隙KA系列专用轴承、3#锂基润滑脂的结构。这种结构形式下的铣槽机采购托辊提高质量的主要环节是制造加工质量和主要构件的质量。国内托辊生产厂家的加工工艺和设备精度保证不了设计要求,致使托辊旋转阻力大、空载能耗高、使用寿命短。因此要制造出高质量的托辊要制定相应的工艺流程,改进托辊的加工工艺、提高设备精度、制做相应的工艺装备,才能满足带式输送机的高速、高运量和使用寿命。要把托辊的使用寿命由6000h向上提高至10000h,这样每年托辊的损坏数量可减少2/3,经济效益相当可观。

铣槽机采购优点与作用1、铣槽机采购支架支撑力度强、灵活性高、摩擦小、寿命长。2、调心支架径向跳动量;灵活度;轴向窜动量。3、调心支架防尘、防水、轴向承载、抗冲击、使用寿命五个关键点。4、其安装在输送带的两侧,防止输送带发生跑偏。有效使得胶带运行平稳可靠。5、调心效果显著,且结构简单,可以满足现代作业发展的需要

目前国内煤矿井下使用的专业铣槽机带式输送机带速一般控制在7.1m/s之内(GB 50431-2008 <带式输送机工程设计规范>3.2条款中规定带宽1800mm~2800mm条件下,最高带速为7.1m/s)。带速提高后托辊转速也随之增大,导致专业铣槽机的旋转阻力增大和使用寿命降低。根据国家标准的规定托辊转速不得大于600r/min(见GB10595-2009),否则托辊旋转阻力会急剧增大,并导致使用寿命急剧下降。当专业铣槽机转速超度600r/min时刻采用加大托辊直径的方法来降低托辊的转速。

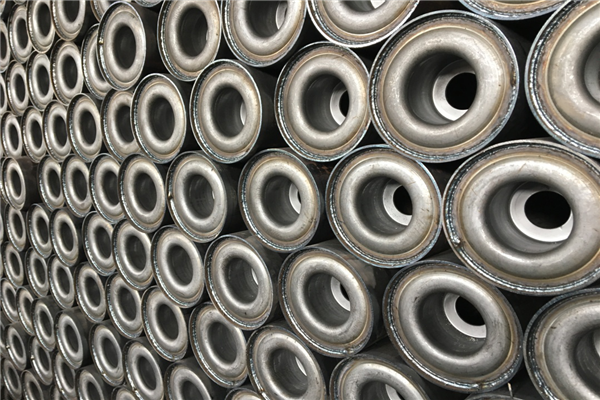
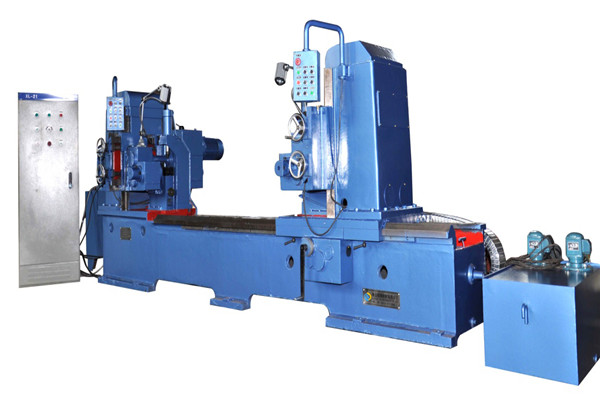
铣槽机采购专用设备年综合生产能力达15-20万只托辊,由于劳动生产率的提高和产品质量的升级相对降低了产品的生产制造成本,提高了产品的价格竞争优势,投资回报率较高。为适应国内外不同用户的需求,我公司不断对这套生产设备进行改型,现可加工直径Φ89-219mm,长度为200-2600mm国内外各型托辊。不但广泛的适用于煤矿皮带机托辊,又适用大型电站、港口等高带速、高强度皮带机托辊。由于采用机械化生产,使托辊的整体性能大大提高,良好的工艺保证使托辊的旋转阻尼系数,托辊径向跳动量及轴向串动量等关键性能指标均能达到国家标准。全自动托辊轴加工线是本公司自主研发国内先开创的托辊轴平头(车端面)、倒角、切卡簧槽、钻中心孔(选配)、铣扁(铣槽)数 控全自动化专用机床。1套设备完成了传统加工方法4台设备的功能,并且产能还提高了2倍,劳动效率提高了3倍,5道加工工序自动完成。该生产线, 把多台设备多人操作升级为1人辅助操控,过程无人值守。 实现铣槽机采购轴加工的全部自动化。 提高劳动效率,节省人工费。
怎样提高铣槽机采购的使用寿命新型调偏托辊,包括输送带,输送带与托辊接触,它有调偏托辊组和调偏联动两部分组成,调偏联动部分是:输送带上两端分别设置有立辊,立辊分别通过立杆连接器与立杆连接,立杆上固定有第二立杆连接器与横杆连接,横杆通过精度调节器与平拉杆连接,平拉杆焊接在调偏托辊组上。此新型能够解决调偏效果差、结构复杂、故障率高的问题。一种耐磨性好、抗冲击性高、噪音低的调心辽宁专业铣槽机组应用的挡边辊。此新型用于调心托辊组的挡边辊,通过技术方案予以实现,包括轴,轴外周面与超高分子聚乙烯辊皮内周面相邻,辊皮上、下端面分别设置圆周上、下凹槽,下轴用挡圈穿过轴设置于下凹槽内,上轴用挡圈位于轴端外侧并设置于上凹槽内,轴皮上端面外侧设置闷盖。本新型用于带式输送机的纠偏装置调心托辊组,不仅运转可靠还大大降低了噪声,同时对输送带边沿几乎没有损伤,提高了胶带的使用寿命。怎样提高托辊轴承的使用寿命。

现在的专业铣槽机频繁的损坏,严重20多天就磨透了。运钢渣皮带机上的托辊也用不了3个月。那么是什么原因呢?下面就来和大家简单分享,如下:大部分铣槽机采购的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。托辊运作中烧结现场温度较高,在皮带机的落料点有大量的水蒸气,配好的烧结料粘度大,有的位置皮带漏料,导致上、下托辊粘料都很严重。大部分托辊损坏的现象是,轴承损坏后卡死或导致托辊轴承座与管体脱开,管壁磨穿。生产厂家指出一般使用寿命2个月左右,只有15天,用6个月。托辊运作中送球团和精矿的现场粉尘大、皮带上粘附有颗粒料,钢管托辊很多不到一个月被磨断,轴承也经常发生卡死现象。





