
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
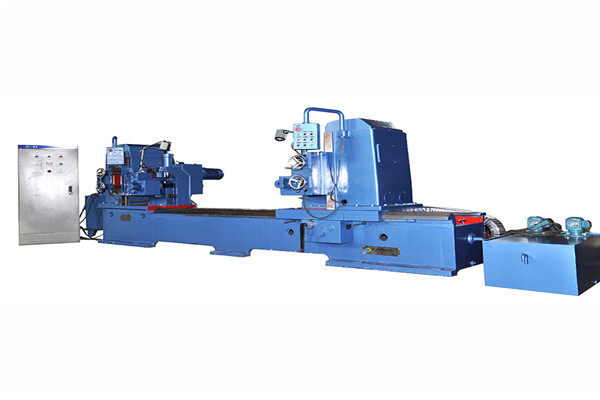
沈阳专业铣端面打中心孔机床双端铣 轴承杯内孔加工精度差,导致轴承在轴承杯内周向窜动,是损坏托辊的原因之一。 冲压轴承杯,许3套冲压模具完成成品制作。冲压模具质量决定了轴承杯的质量,也就决定了轴承的寿命,最终关联着托辊的使用寿命。因此,铣端面打中心孔机床双端铣生产生产厂家,必须跟踪考核和做管理评审,以确保是合格的采购控制清单名录者,对购入的轴承杯严格按检验规程进行检验。

专业铣端面打中心孔机床双端铣直径尺寸有:φ89mm,φ108mm,φ133mm,159mm等。不同的托辊直径会对带式输送机的运行产生不同的影响:(1)托辊直径影响皮带:不同的托辊直径在带式输送机运行时,对皮带产生的摩擦力和支撑作用力也不相同,专业铣端面打中心孔机床双端铣直径不同对于皮带的直接影响,将对带式输送机的整体输送造成改变。(2)托辊直径影响功率:托辊直径的不同,同样会造成皮带松紧度、摩擦系数等数据的变化,在皮带机实际运转中,这些会对功率的消耗产生影响。(3)托辊直径影响带速:托辊直径的大小不同,旋转一周与皮带之间的接触面积,也会发生变化。所以在相同的转速下,托辊直径的不同,会对带式输送机的带速产生影响。
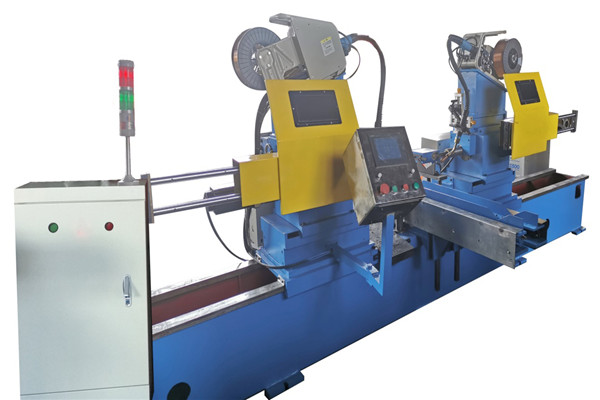
专业铣端面打中心孔机床双端铣磨床操作及日常维护点检内容,在此为您做了简单整理,与您共享。1.铣端面打中心孔机床双端铣生产检查油泵有无异响和过热现象2.检查砂轮静动压轴承的油压,油量以及过滤器是否正常,3.检查各运动部分的润滑是否良好,检查上部等是否正常4.检查头架,砂轮架的V型皮带的张力是否正常。5.检查磨削液的流量是否很充分,压力是否正常.冷却喷嘴角度是否合适并及时调整。6.检查纸过滤系统是否正常,过滤纸是否足够。7. 砂轮启动前对砂轮外观进行检查否完好。8.启动磨床电源,对砂轮进行试运转。9.查看液压系统的油压,运转情况是否正常。10.查看测量系统和涡流探伤系统是否完好。11.检查主轴油温控制系统运行正常。12.检查头架驱动拨叉有无异常。

铣端面打中心孔机床双端铣生产的性能特点有哪些1、专业铣端面打中心孔机床双端铣具有耐腐蚀性特点:酸碱盐均对其难起腐蚀作用。2、槽型托辊硬度强:耐磨性强。3、密封性好:槽型托辊全密封,两端装有塑料迷宫密封圈,油滑油脂不会泄漏,可使滚动轴长期;槽型托辊处于全密封状态下运转。4、槽型托辊陶瓷表面:形成氧化膜,表面光滑,不粘附物料,与输送带接触摩擦系数小,降低了卷扬驱动力。5、槽型托辊使用寿命长:槽型托辊比钢托辊使用时间长2-5倍,且能减少皮带磨损,皮带不跑边,延长皮带使用寿命。6、运营成本低:槽型托辊能降低皮带运输机的综合成本,减少维修工时。槽型托辊广泛用于露天粉尘较大,腐蚀性高的环境中、如矿山、电厂、钢厂、石料厂、水泥厂、洗煤厂、盐厂、碱厂、化肥厂、码头等所有运送场所经常使用槽型托辊。





