
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

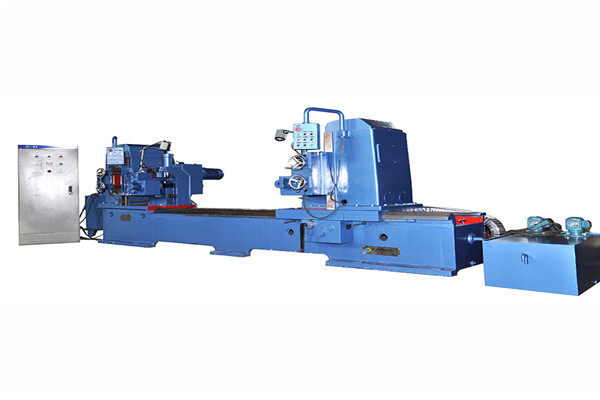
广东铣扁机托辊切管机是带式输送机的重要配件。其重量约占整机重量的1/3。根据现场调查,煤矿井下托辊的使用寿命一般在4000~6000h 。在机械化综采、综放工作面顺槽中使用的托辊,在采完一个工作面后,托辊损坏数量约占30%~50%,消耗量很大。煤矿中带式输送机停机事故,各矿的运行中,50%的故障是托辊故障所致。因此,提高铣扁机托辊切管机生产质量对降低带式输送机的能耗、运转效率至关重要。

高质量广东在结构中的密封形式、加工质量、轴承、轴承杯润滑脂等方面决定着托辊的综合质量。目前发达国家使用的新型注油托辊,其运行阻力小,轴承采用稀油润滑,托辊带速可达6~8m/s,寿命可达10a以上。因此要提高我国输送机托辊技术,很重要的一点就是应该通过改进密封结构和润滑方式来提高托辊的综合质量。目前,国内托辊采用双迷宫非接触式密封、大游隙KA系列专用轴承、3#锂基润滑脂的结构。这种结构形式下的铣扁机托辊切管机生产托辊提高质量的主要环节是制造加工质量和主要构件的质量。国内托辊生产厂家的加工工艺和设备精度保证不了设计要求,致使托辊旋转阻力大、空载能耗高、使用寿命短。因此要制造出高质量的托辊要制定相应的工艺流程,改进托辊的加工工艺、提高设备精度、制做相应的工艺装备,才能满足带式输送机的高速、高运量和使用寿命。要把托辊的使用寿命由6000h向上提高至10000h,这样每年托辊的损坏数量可减少2/3,经济效益相当可观。
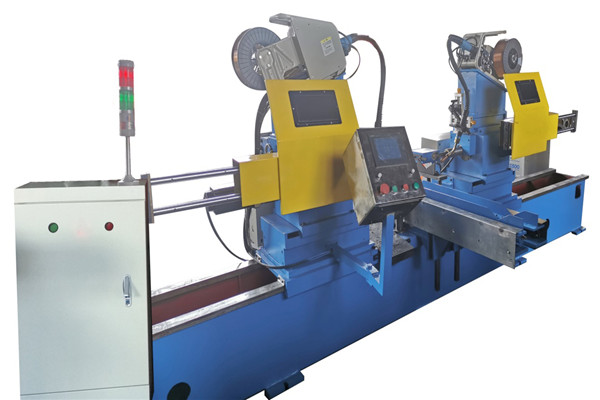
目前国内煤矿井下使用的高质量铣扁机托辊切管机带式输送机带速一般控制在7.1m/s之内(GB 50431-2008 <带式输送机工程设计规范>3.2条款中规定带宽1800mm~2800mm条件下,最高带速为7.1m/s)。带速提高后托辊转速也随之增大,导致高质量铣扁机托辊切管机的旋转阻力增大和使用寿命降低。根据国家标准的规定托辊转速不得大于600r/min(见GB10595-2009),否则托辊旋转阻力会急剧增大,并导致使用寿命急剧下降。当高质量铣扁机托辊切管机转速超度600r/min时刻采用加大托辊直径的方法来降低托辊的转速。

高质量铣扁机托辊切管机是局部表面改性技术。采用的热源有激光、电子束、离子束、电火花、超高频感应冲击、太阳能和同步辐射等。提高工件的疲劳强度。一.高能束加热属非接触加热。热影响区极小;高能束的加热和冷却速度很快,热应力很小,因此工件变形小。奥氏体长大及碳原子和合金原子的扩散受到抑制,二.由于广东铣扁机托辊切管机加热速度快。可获得细化和超细化组织的概况。由于高能束作用面积小,三.高能束热处置惩罚靠工件自身冷却淬火。金属自己的热容量足以使被处理的概况骤冷,保证完成马氏体转变,并能获得隐晶马氏体。急冷还可抑制碳化物的析出,从而减少脆性相的影响。四.高能束热处理在金属概况发生残存压应力。因而加热速度快、冷却速度亦快。
拆开后修复法就是将高质量铣扁机托辊切管机连轴一同悉数拆开下来,经车削修复后在装置到机器上运用。这种方法工作量大,所需停机时间长,但修复方便。铣扁机托辊切管机生产破碎是破碎设备的一种,其进料粒度相对较小,出料粒度细,主要用于石料生产线中二级破碎等,适用于水泥、冶金、化工、电力、煤炭、建材、耐火材料等工业部门破碎中、高级硬度的物料。





