
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

北京双枪焊接生产由刀具、卡盘、尾座、刀架与铣削动力头组成。1. 数控车床的刀具(1)对刀具的要求数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。 数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依据的。在这种情况下双枪焊接生产,刀片耐用度的一致性甚至比其平均寿命更重要。
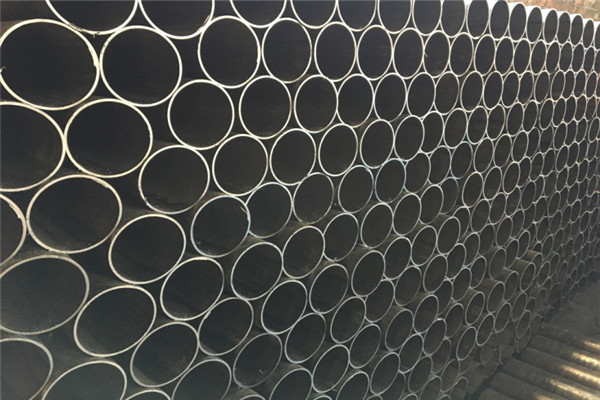
北京定制双枪焊接的性能特点及其用途槽型托辊有多种类型,它广泛应用于露天粉尘较大,腐蚀性较高的环境中,比如:电厂、钢厂、水泥厂、盐场、化肥厂、码头等等。我们来了解一下槽型托辊的性能特点吧。1、槽型托辊硬度大,耐磨性强,不易损坏 2、密封性能好,槽型托辊全密封,两端装有塑料密封圈,油脂不会泄露,3、双枪焊接生产的表面光滑,不粘附物料,与输送带接触摩擦系数小,降低了卷扬驱动力 4、槽型托辊耐腐蚀,酸碱盐均不对其起作用5、使用寿命长,是钢托辊使用寿命的2-5倍6、运营成本低,经济效益好

北京双枪焊接生产对胶带输送机的影响:在胶带输送机运行过程中,双枪焊接生产的灵活度显得非常的重要,如果托辊灵活度不好,旋转阻力系数高的时候,整个胶带输送机系统就得付出更大的动力,消耗更多的电力,有时还会造成胶带撕裂,电机烧毁的情况,更严重的时候可以引起火灾。
常见双枪焊接生产种类的设计与应用从实际对应的应用领域可以将托辊厂生产的产品分为深槽塑托辊和调偏托辊等几种比较常见的种类。其制造主要技术指标是运行阻力系数和使用寿命。1、 托辊厂加工生产的槽形托辊用于支承重段输送带,有固定式和铰接式两种,前者用于固定式输送机,后者用于可拆移动式输送机。2、 平形托辊和V形定制双枪焊接用于支承空段输送带,各托辊间距一般为3m。V形托辊具有防跑偏作用,一般隔数个平行托辊放置1个V形托辊,槽形角一般为10°。3、 缓冲托辊缓冲托辊装在输送机的装载处,用于缓冲货载对输送带的冲击。托辊厂的缓冲托辊与梢形托辊的结构相同,只是在管体外部加装阻燃橡胶圈。4、 深槽形托辊用于倾角为25°左右的大倾角带式输送机,支承重段输送带,常用双排4辊结构。5、 调偏托辊具有防止和纠正输送带跑偏的作用,主要用于固定式输送机。S载段一般苺隔10组上托辊放置1组回转式梢形调偏托辊。

北京定制双枪焊接轴承杯与管体的焊接质量差,引起轴向脱开或灰尘和水浸入托辊轴承内导致托辊损坏。因此,必须将轴承杯与管体的焊接列入托辊生产加工工艺流程图中的特殊工序和关键工序,专门制定该工序的作业指导书,应选择氩气或CO2气体保护焊进行施焊。作业指导书中对于焊接电压、焊接电流、送气流量、送丝速度、管体选择线速度等参数做明确给定。对施焊设备、焊丝材料和施焊操作者都要做验证和标定。定制双枪焊接轴承杯与管体的焊接应作为特殊工序点来控制,编制特殊工序作业指导书。

1定制双枪焊接滚筒附件灵活性不好,当旋转阻力系数高时,整个带式输送机系统将不得不付出更大的动力,消耗更多的电能,有时还会引起皮带撕裂、电机烧毁,更严重的会引起火灾2.在国家规定的跑偏范围内,带式输送机能保持平稳运行,否则定制双枪焊接带式输送机的皮带会产生共振而跑偏,造成物料外溢,污染环境。皮带速度越高,径向跳动越小。中国国家标准规定的数量为0.7毫米,日本JIS标准规定的数量为0.5毫米3、如果滚子附件轴向窜动量较大,则会导致滚子附件过早损坏通常,轴向沟道量优选控制在0.5-0.7毫米内





