
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
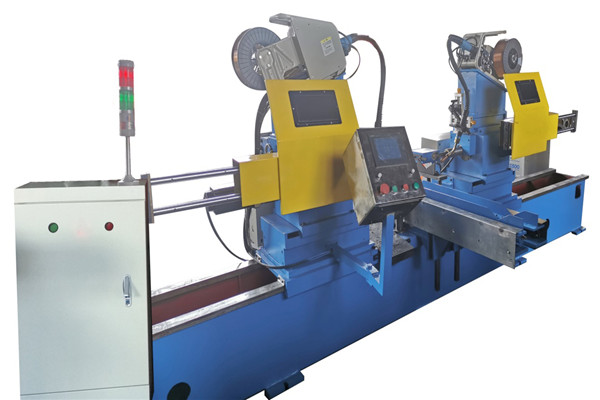
广东专业铣端面打中心孔机床双端铣轴承杯与管体的焊接质量差,引起轴向脱开或灰尘和水浸入托辊轴承内导致托辊损坏。因此,必须将轴承杯与管体的焊接列入托辊生产加工工艺流程图中的特殊工序和关键工序,专门制定该工序的作业指导书,应选择氩气或CO2气体保护焊进行施焊。作业指导书中对于焊接电压、焊接电流、送气流量、送丝速度、管体选择线速度等参数做明确给定。对施焊设备、焊丝材料和施焊操作者都要做验证和标定。专业铣端面打中心孔机床双端铣轴承杯与管体的焊接应作为特殊工序点来控制,编制特殊工序作业指导书。

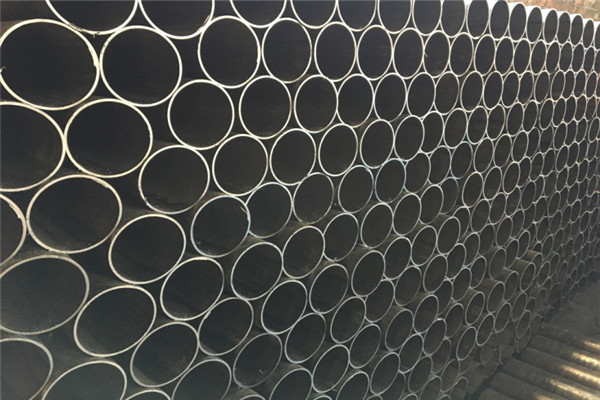
常见铣端面打中心孔机床双端铣采购种类的设计与应用从实际对应的应用领域可以将托辊厂生产的产品分为深槽塑托辊和调偏托辊等几种比较常见的种类。其制造主要技术指标是运行阻力系数和使用寿命。1、 托辊厂加工生产的槽形托辊用于支承重段输送带,有固定式和铰接式两种,前者用于固定式输送机,后者用于可拆移动式输送机。2、 平形托辊和V形专业铣端面打中心孔机床双端铣用于支承空段输送带,各托辊间距一般为3m。V形托辊具有防跑偏作用,一般隔数个平行托辊放置1个V形托辊,槽形角一般为10°。3、 缓冲托辊缓冲托辊装在输送机的装载处,用于缓冲货载对输送带的冲击。托辊厂的缓冲托辊与梢形托辊的结构相同,只是在管体外部加装阻燃橡胶圈。4、 深槽形托辊用于倾角为25°左右的大倾角带式输送机,支承重段输送带,常用双排4辊结构。5、 调偏托辊具有防止和纠正输送带跑偏的作用,主要用于固定式输送机。S载段一般苺隔10组上托辊放置1组回转式梢形调偏托辊。

广东铣端面打中心孔机床双端铣采购对胶带输送机的影响:在胶带输送机运行过程中,铣端面打中心孔机床双端铣采购的灵活度显得非常的重要,如果托辊灵活度不好,旋转阻力系数高的时候,整个胶带输送机系统就得付出更大的动力,消耗更多的电力,有时还会造成胶带撕裂,电机烧毁的情况,更严重的时候可以引起火灾。

专业铣端面打中心孔机床双端铣的硬度知识介绍:1.专业铣端面打中心孔机床双端铣具有耐腐化性特点:酸碱盐均对其不起腐化作用。2.槽型托辊硬度强:耐磨性强。3.密封性好:槽型托辊全密封,两头装有塑料迷宫密封圈,调皮油脂不会走漏,可使转动轴恒久;槽型托辊处于全密封状态下运转。4.槽型托辊陶瓷外貌:形成氧化膜,外貌平滑,不粘附物料,与传送带打仗摩擦系数小,低落了卷扬驱动力。5.槽型托辊利用寿命长:槽型托辊比钢托辊利用时间长2-5倍,且能淘汰皮带磨损,皮带不跑边,延伸皮带利用寿命。6.运营本钱低:槽型托辊能低落皮带运输机的综合本钱,淘汰维修工时。

专业广东在结构中的密封形式、加工质量、轴承、轴承杯润滑脂等方面决定着托辊的综合质量。目前发达国家使用的新型注油托辊,其运行阻力小,轴承采用稀油润滑,托辊带速可达6~8m/s,寿命可达10a以上。因此要提高我国输送机托辊技术,很重要的一点就是应该通过改进密封结构和润滑方式来提高托辊的综合质量。目前,国内托辊采用双迷宫非接触式密封、大游隙KA系列专用轴承、3#锂基润滑脂的结构。这种结构形式下的铣端面打中心孔机床双端铣采购托辊提高质量的主要环节是制造加工质量和主要构件的质量。国内托辊生产厂家的加工工艺和设备精度保证不了设计要求,致使托辊旋转阻力大、空载能耗高、使用寿命短。因此要制造出高质量的托辊要制定相应的工艺流程,改进托辊的加工工艺、提高设备精度、制做相应的工艺装备,才能满足带式输送机的高速、高运量和使用寿命。要把托辊的使用寿命由6000h向上提高至10000h,这样每年托辊的损坏数量可减少2/3,经济效益相当可观。
我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内企业的生存空间可以说是越来越小了,我们需要不断地加大自己这方面的技术能力,通过不断深化和国外先进工厂的合作,学习别人先进的技术、先进的管理经验和制度和其他一些方面不断提高自己的核心竞争力,不断提高自己在面对国外先进产品面前的竞争能力。广东专业铣端面打中心孔机床双端铣工业化生产的一个重要的环节,它保证了工业生产活动的正常运行,节省了人力资源和时间资源,所以托辊支架及许多输送带的前景还是非常好的。随着现代科技的迅猛发展,各个企业发展日新月异,国内托辊行业的生产正在朝着大型化、自动化、高精度化、安全化的方向发展。我们需要与时俱进,加快更新国内托辊市场的科技水平。我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内铣端面打中心孔机床双端铣采购的生存空间可以说是越来越小了,我们需要不断地加大托辊技能方面的研究,采用标准设计、制造技术,学习先进的技术、先进的管理经验不断提高自己的核心竞争力,提高竞争能力。





