
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

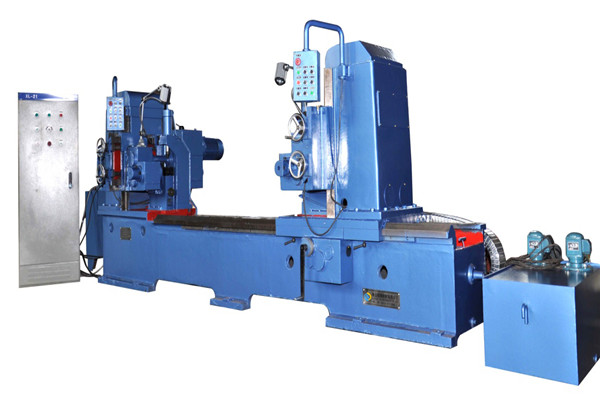
卢龙高质量自动焊轴承杯与管体的焊接质量差,引起轴向脱开或灰尘和水浸入托辊轴承内导致托辊损坏。因此,必须将轴承杯与管体的焊接列入托辊生产加工工艺流程图中的特殊工序和关键工序,专门制定该工序的作业指导书,应选择氩气或CO2气体保护焊进行施焊。作业指导书中对于焊接电压、焊接电流、送气流量、送丝速度、管体选择线速度等参数做明确给定。对施焊设备、焊丝材料和施焊操作者都要做验证和标定。高质量自动焊轴承杯与管体的焊接应作为特殊工序点来控制,编制特殊工序作业指导书。
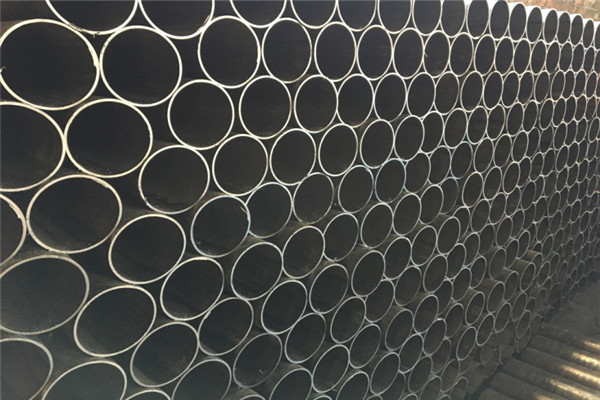
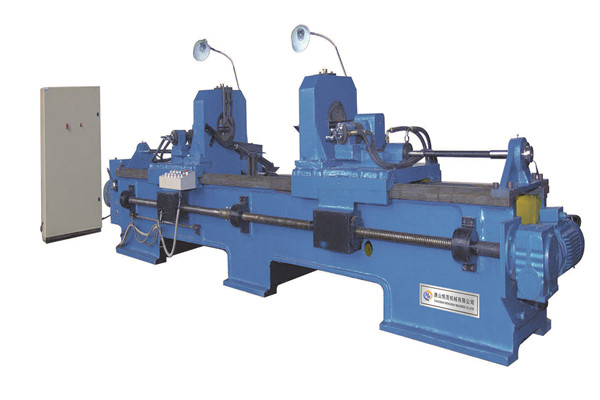
卢龙高质量自动焊托辊装配不仅要制作专门的工艺装备,而且必须是在自动焊公司托辊压装机上来完成。只有这样,才能控制轴承、密封组件和挡圈的轴向规定装配压力。还要要求施工者必须经过技术培训考试合格的装配钳工进行操作。综之,托辊装配应作为关键工序点来控制,编制关键工序作业指导书。 托辊是带式输送机的主要易耗易损配件,量大面广,其质量直接影响输送机的正常运行。因此,提高托辊质量对降低能耗、节省费用、增加运行可靠度具有很大的关联作用。随着输送机向长距离、大运量、高速度的方向发展,对于托辊在密封结构、加工制作质量、轴承、轴承杯、密封组件、润滑脂等方面都提出了更高德要求,只有严格控制工艺、构件质量和润滑脂选择等全过程的科学管理才能根本上提高托辊的质量,进而延长输送机的维修周期,保障带式输送机在高产效率高矿井中发挥应有的作用。
高质量自动焊是局部表面改性技术。采用的热源有激光、电子束、离子束、电火花、超高频感应冲击、太阳能和同步辐射等。提高工件的疲劳强度。一.高能束加热属非接触加热。热影响区极小;高能束的加热和冷却速度很快,热应力很小,因此工件变形小。奥氏体长大及碳原子和合金原子的扩散受到抑制,二.由于卢龙自动焊加热速度快。可获得细化和超细化组织的概况。由于高能束作用面积小,三.高能束热处置惩罚靠工件自身冷却淬火。金属自己的热容量足以使被处理的概况骤冷,保证完成马氏体转变,并能获得隐晶马氏体。急冷还可抑制碳化物的析出,从而减少脆性相的影响。四.高能束热处理在金属概况发生残存压应力。因而加热速度快、冷却速度亦快。
高质量自动焊橡胶圈使用时在物料的作用下,输送带和各托辊弹性下压,克服了硬性冲击碰撞,有效保护了输送带和各高质量自动焊,延长了使用寿命,降低了生产成本,本实用新型适用于有落差的皮带输送机的始端.用于带式输送机受料处减缓落料对输送带的冲击.

卢龙自动焊公司对胶带输送机的影响:在胶带输送机运行过程中,自动焊公司的灵活度显得非常的重要,如果托辊灵活度不好,旋转阻力系数高的时候,整个胶带输送机系统就得付出更大的动力,消耗更多的电力,有时还会造成胶带撕裂,电机烧毁的情况,更严重的时候可以引起火灾。





