
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
目前国内煤矿井下使用的专业自动焊带式输送机带速一般控制在7.1m/s之内(GB 50431-2008 <带式输送机工程设计规范>3.2条款中规定带宽1800mm~2800mm条件下,最高带速为7.1m/s)。带速提高后托辊转速也随之增大,导致专业自动焊的旋转阻力增大和使用寿命降低。根据国家标准的规定托辊转速不得大于600r/min(见GB10595-2009),否则托辊旋转阻力会急剧增大,并导致使用寿命急剧下降。当专业自动焊转速超度600r/min时刻采用加大托辊直径的方法来降低托辊的转速。

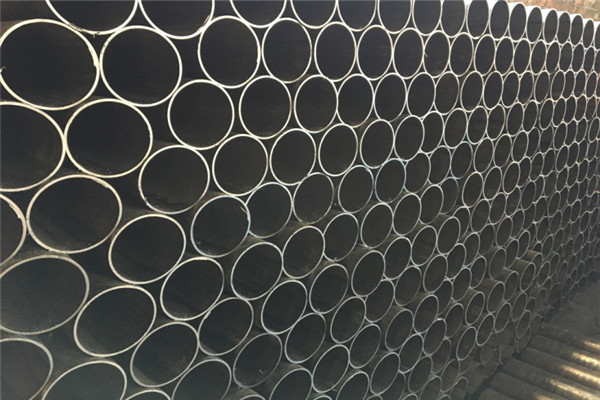
迁西专业自动焊的性能特点及其用途槽型托辊有多种类型,它广泛应用于露天粉尘较大,腐蚀性较高的环境中,比如:电厂、钢厂、水泥厂、盐场、化肥厂、码头等等。我们来了解一下槽型托辊的性能特点吧。1、槽型托辊硬度大,耐磨性强,不易损坏 2、密封性能好,槽型托辊全密封,两端装有塑料密封圈,油脂不会泄露,3、自动焊生产的表面光滑,不粘附物料,与输送带接触摩擦系数小,降低了卷扬驱动力 4、槽型托辊耐腐蚀,酸碱盐均不对其起作用5、使用寿命长,是钢托辊使用寿命的2-5倍6、运营成本低,经济效益好
对于落料落差较大的输送带建议安装缓冲锁气器,将专业自动焊用缓冲床代替。在选购方面根据缓冲托辊的特点提出一下几点注意事项:托辊径向跳动量、托辊灵活度、轴向窜动量、托辊防尘性能、防水性能、托辊轴向承载性能、自动焊生产能等。产品特点1、运转平稳,品质稳定,免于维护。径跳小,旋转流畅,使用寿命长。多道迷宫式密封,并阻止灰尘和水的侵入。高精度专用钢管,确保托辊的低震动、低噪音。

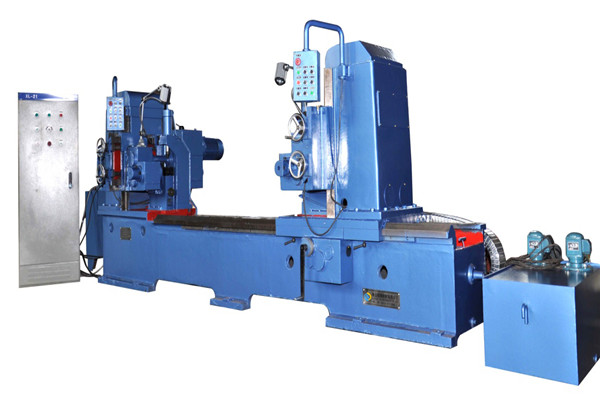
迁西自动焊生产由刀具、卡盘、尾座、刀架与铣削动力头组成。1. 数控车床的刀具(1)对刀具的要求数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。 数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依据的。在这种情况下自动焊生产,刀片耐用度的一致性甚至比其平均寿命更重要。

自动焊生产主要是用在带式输送机受料处减缓落料对输送带的冲击,是主要针对洗煤厂、化工厂等腐蚀性环境而研制的一类托辊,它本身具有的韧性是普通金属的10倍以上,而且有很高的阻燃性,抗静电,自重轻,耐磨性好,并且具有良好的自润滑性,不损伤皮带。缓冲托辊的性能优良,且其使用寿命是普通托辊的5倍以上,所以得到了大众的认可与好评。专业自动焊生产对于带式输送机很重要,选择了好的托辊,才能够保证生产的正常进行,提高经济效益。

自动焊生产的优点:(1)自动焊生产结构简单、稳固,重量轻,支撑力度强、灵活性高、摩擦小、使用寿命长是同类产品的2-5倍。(2)好的托辊支架在保证对托辊的固定作用的同时,能够保证托辊径向跳动量;灵活度以及轴向窜动量在稳定范围之内。(3)好的托辊支架采用精钢结构,喷涂防锈漆,能够有效防尘、防水,抵抗外界环境的腐蚀,抗老化能力提高50%以上!(4)托辊支架对皮带提供支撑的同时,也能够为皮带提供矫正、调中,防止跑偏的作用。(5)托辊支架,制作工艺简单,重量强,便于安装和维护,大大降低了生产和维护成本!





