
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
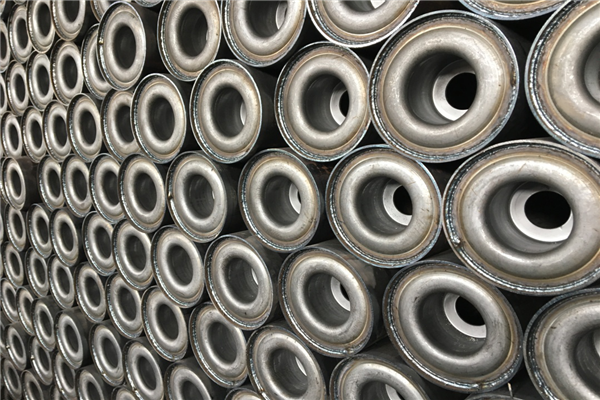
定制铣端面打中心孔机床双端铣采购1、按材质分为橡胶托辊、陶瓷托辊、定制铣端面打中心孔机床双端铣及绝缘托辊。陶瓷托辊简称瓷托辊,不仅具有耐磨、耐酸碱盐、抗氧化,耐高温、抗腐蚀性能强,运行稳定,防盗等特点,而且陶瓷托辊可有效防止皮带跑偏,减少皮带的局部损失,延长皮带使用寿命,而且无静电,磨损碰撞时不易产生火花 , 陶瓷托辊适宜于煤井等易环境。性能稳定, 能有效防止皮带运输机跑偏、拉叉、发热起火工。尼龙托辊:磨擦系数低,耐磨,不易损伤皮带,抗腐蚀性,抗老化性强,耐弱酸,弱碱和有机溶剂的腐蚀,不毒不污染能承受反复冲击和震动,安装方便,维修率低噪音小,运转平稳,节能,可提高使用周期尼龙托辊防尘,防水性能好,在多扬灰环境中使用,不易进水。2、主要有槽形托辊组,各类平行托辊组,各类调心托辊组,各类缓冲托辊组。

目前国内煤矿井下使用的定制铣端面打中心孔机床双端铣带式输送机带速一般控制在7.1m/s之内(GB 50431-2008 <带式输送机工程设计规范>3.2条款中规定带宽1800mm~2800mm条件下,最高带速为7.1m/s)。带速提高后托辊转速也随之增大,导致定制铣端面打中心孔机床双端铣的旋转阻力增大和使用寿命降低。根据国家标准的规定托辊转速不得大于600r/min(见GB10595-2009),否则托辊旋转阻力会急剧增大,并导致使用寿命急剧下降。当定制铣端面打中心孔机床双端铣转速超度600r/min时刻采用加大托辊直径的方法来降低托辊的转速。
由于受到金融危机影响,定制铣端面打中心孔机床双端铣行业近两年发展速度略有减缓。但是,随着国民经济的快速发展以及金融危机的进入逐渐消退阶段,铣端面打中心孔机床双端铣采购行业已经重新迎来良好的发展机遇。近年来,我国托辊行业发展迅速,由于托辊行业生产技术不断提高以及下游需求市场不断扩大,托辊行业在国内和市场上发展形势都十分被看好。从2010年开始托辊行业面临新的发展形势,随着新进入企业不断增多,原材料价格自然而然的持续上涨,导致行业利润降低,因此托辊行业市场竞争也日趋激烈。
沈阳铣端面打中心孔机床双端铣是带式输送机的重要配件。其重量约占整机重量的1/3。根据现场调查,煤矿井下托辊的使用寿命一般在4000~6000h 。在机械化综采、综放工作面顺槽中使用的托辊,在采完一个工作面后,托辊损坏数量约占30%~50%,消耗量很大。煤矿中带式输送机停机事故,各矿的运行中,50%的故障是托辊故障所致。因此,提高铣端面打中心孔机床双端铣采购质量对降低带式输送机的能耗、运转效率至关重要。
铣端面打中心孔机床双端铣采购的高能束热处理:是局部表面改性技术。采用的热源有激光、电子束、离子束、电火花、超高频感应冲击、太阳能和同步辐射等。提高工件的疲劳强度。一、高能束热处理在金属概况发生残存压应力。因而加热速度快、冷却速度亦快,功率密度高、作用时间短。其过热度和过冷度大于惯例热处理,处置惩罚后概况硬度比惯例处置惩罚高5~10HRC没有机械应力作用。二、高能束的束斑小,高能束加热属非接触加热。热影响区极小;高能束的加热和冷却速度很快,热应力很小,因此工件变形小。铣端面打中心孔机床双端铣采购奥氏体长大及碳原子和合金原子的扩散受到抑制,由于加热速度快,可获得细化和超细化组织的概况。由于高能束作用面积小,高能束热处置惩罚靠工件自身冷却淬火。金属自己的热容量足以使被处理的概况骤冷,保证完成马氏体转变,并能获得隐晶马氏体。急冷还可抑制碳化物的析出,从而减少脆性相的影响。

我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内企业的生存空间可以说是越来越小了,我们需要不断地加大自己这方面的技术能力,通过不断深化和国外先进工厂的合作,学习别人先进的技术、先进的管理经验和制度和其他一些方面不断提高自己的核心竞争力,不断提高自己在面对国外先进产品面前的竞争能力。沈阳定制铣端面打中心孔机床双端铣工业化生产的一个重要的环节,它保证了工业生产活动的正常运行,节省了人力资源和时间资源,所以托辊支架及许多输送带的前景还是非常好的。随着现代科技的迅猛发展,各个企业发展日新月异,国内托辊行业的生产正在朝着大型化、自动化、高精度化、安全化的方向发展。我们需要与时俱进,加快更新国内托辊市场的科技水平。我国企业需要高瞻远瞩,按现在这种情形不断发展下去国内铣端面打中心孔机床双端铣采购的生存空间可以说是越来越小了,我们需要不断地加大托辊技能方面的研究,采用标准设计、制造技术,学习先进的技术、先进的管理经验不断提高自己的核心竞争力,提高竞争能力。





