
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
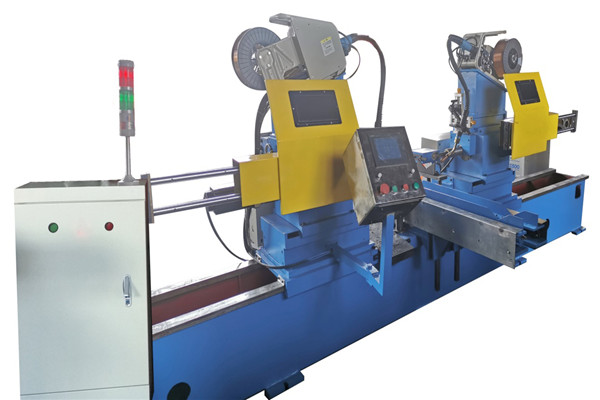
内蒙托辊设备生产由刀具、卡盘、尾座、刀架与铣削动力头组成。1. 数控车床的刀具(1)对刀具的要求数控车床能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度高、耐用度好。精车首先是保证加工精度,所以要求刀具的精度高、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。 数控车床还要求刀片耐用度的一致性好,以便于使用刀具寿命管理功能。在使用刀具寿命管理时,刀片耐用度的设定原则是以该批刀片中耐用度最低的刀片作为依据的。在这种情况下托辊设备生产,刀片耐用度的一致性甚至比其平均寿命更重要。
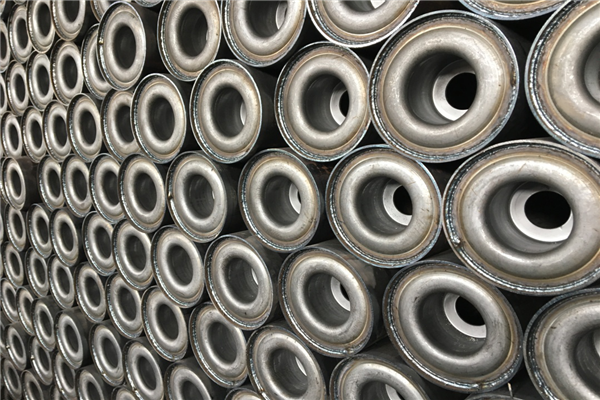
高质量托辊设备应用范围:摩擦托辊广泛应用于矿山、电力、冶金、化工、粮食、建筑、港口、码头等带式输送机的配套。摩擦托辊如何实现自动定位和焊接摩擦托辊的组装采用专用卡具和设备,实现自动定位和焊接。高质量生产组装是以摩擦托辊轴为基准,在专用卡具内以轴为基准再定位筒体,以保证轴与筒体、两端轴承的同轴度和两端轴承座端面的摩擦度。径向误差由设备的专用卡具自动整。设计的专用卡具,以摩擦托辊轴外径为基准,直接与筒体外径定位,并将轴承座端面与筒体截面焊接,从而减小了中间工序产生的误差对摩擦托辊几何尺寸精度的影响。只要保证专用卡具的精度和摩擦托辊轴的精度,就能保证摩擦托辊的精度要求,从根本上消除了影响摩擦托辊偏心的因素。

高质量托辊设备用缓冲床代替。在选购方面根据缓冲托辊的特点提出一下几点注意事项:托辊径向跳动量、托辊灵活度、轴向窜动量、托辊防尘性能、防水性能、托辊轴向承载性能、托辊抗冲击性能等。高质量托辊设备主要技术参数和技术性能 目前,我公司共生产φ89、φ108、φ133、φ159规格的缓冲托辊,这种规格的缓冲缓冲托辊,其机械性能符合如下: 1、径向圆跳动:径向圆跳动量不大于下表一的界定数值。 2、轴向窜动:在500N轴向载荷作用下,缓冲托辊轴的轴向窜动量小于1.2mm。 3、旋转阻力:缓冲托辊在250N的压力作用下,在外圆线速度为2.0m/s时,其旋转阻力小于表二的界定数值。 4、跌落强度:缓冲托辊经水平与垂直跌落试验后,所有零件和焊缝无损伤和脱出现象,缓冲托辊轴向位移不大于1.2mm,缓冲托辊管体与轴承座无松动。同时,经跌落试验后,其旋转阻力小于下表二规定数值的1.5倍。 5、轴向载荷:对缓冲托辊施加表三规定的轴向载荷后,缓冲托辊轴(包括轴承座、密封装置)与缓冲托辊管体无脱开现象。

托辊设备生产的加工精度主要指外壳及托辊两端内孔的同心度以及各零件轴向尺寸的加工精度.若同心度太差,会造成滚动轴承咬死、增加阻力,降低使用寿命;若零件的轴向尺寸误差太大,会形成较大的轴向间隙,导致轴向窜动,破坏润滑和密封;若安装质量不好,将发生跑偏、咬卡、加剧磨损等,大大降低托辊使用寿命.托辊配件能够在托辊的使用中发挥重要的作用和价值,能够补助托辊的使用和维护,帮助用户在维护托辊时发挥重要的作用和价值.托辊配件制造工艺会影响托辊动载荷,产生动载的基本原因是托辊设备生产厚不等和外壳径向跳动引起的质量

内蒙高质量托辊设备 轴承杯内孔加工精度差,导致轴承在轴承杯内周向窜动,是损坏托辊的原因之一。 冲压轴承杯,许3套冲压模具完成成品制作。冲压模具质量决定了轴承杯的质量,也就决定了轴承的寿命,最终关联着托辊的使用寿命。因此,托辊设备生产生产厂家,必须跟踪考核和做管理评审,以确保是合格的采购控制清单名录者,对购入的轴承杯严格按检验规程进行检验。

高质量托辊设备的硬度知识介绍:1.高质量托辊设备具有耐腐化性特点:酸碱盐均对其不起腐化作用。2.槽型托辊硬度强:耐磨性强。3.密封性好:槽型托辊全密封,两头装有塑料迷宫密封圈,调皮油脂不会走漏,可使转动轴恒久;槽型托辊处于全密封状态下运转。4.槽型托辊陶瓷外貌:形成氧化膜,外貌平滑,不粘附物料,与传送带打仗摩擦系数小,低落了卷扬驱动力。5.槽型托辊利用寿命长:槽型托辊比钢托辊利用时间长2-5倍,且能淘汰皮带磨损,皮带不跑边,延伸皮带利用寿命。6.运营本钱低:槽型托辊能低落皮带运输机的综合本钱,淘汰维修工时。





