
地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com

托辊自动焊接机生产和橡胶输送带前进阻力占胶带输送机主要阻力50%~85%。在机长超过80m的胶带输送机总阻力计算公式中,总阻力受到诸如按照输送机长度选取的装料系数、与安装情况和工作条件相关的承载分支托辊单位长度的旋转部分质量、回程托辊单位长度的旋转部分质量、模拟摩擦系数、输送机长度、托辊前倾摩擦特种主要阻力和清扫器摩擦胶带特种附加阻力、输送带单位质量、输送物料单位质量等参数影响。皮带机的托辊决定了输送机的使用效果,个别是决定输送带使用寿命的 重要部件之一。托辊组的结构在很大程度上决定了输送带和托辊所受承载的大小与性质。皮带输送机对托辊的基本要求是:结构合理,经久耐用,密封装置防尘性能和防水性能好,使用可靠。轴承保证良好的润滑,自重较轻,回转阻力系数小,制造成本低,托辊表面 光滑等。支承托辊的作用是支承输送带及带上的物料,减小带条的垂度,保证带条平稳运行,在有载分支形成槽形断面,可以增大运输量和防止物料的两侧撒漏。一台输送机的托辊数量很多,托辊质量的好坏,对皮带输送机的运行阻力、输送带的寿命、能量消耗及维修、高质量托辊自动焊接机运行费用等影响很大。
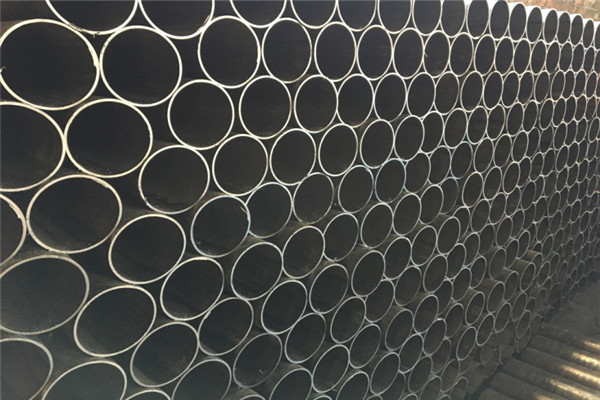
曹妃甸托辊自动焊接机是带式输送机的重要配件。其重量约占整机重量的1/3。根据现场调查,煤矿井下托辊的使用寿命一般在4000~6000h 。在机械化综采、综放工作面顺槽中使用的托辊,在采完一个工作面后,托辊损坏数量约占30%~50%,消耗量很大。煤矿中带式输送机停机事故,各矿的运行中,50%的故障是托辊故障所致。因此,提高托辊自动焊接机生产质量对降低带式输送机的能耗、运转效率至关重要。

托辊自动焊接机生产专用设备年综合生产能力达15-20万只托辊,由于劳动生产率的提高和产品质量的升级相对降低了产品的生产制造成本,提高了产品的价格竞争优势,投资回报率较高。为适应国内外不同用户的需求,我公司不断对这套生产设备进行改型,现可加工直径Φ89-219mm,长度为200-2600mm国内外各型托辊。不但广泛的适用于煤矿皮带机托辊,又适用大型电站、港口等高带速、高强度皮带机托辊。由于采用机械化生产,使托辊的整体性能大大提高,良好的工艺保证使托辊的旋转阻尼系数,托辊径向跳动量及轴向串动量等关键性能指标均能达到国家标准。全自动托辊轴加工线是本公司自主研发国内先开创的托辊轴平头(车端面)、倒角、切卡簧槽、钻中心孔(选配)、铣扁(铣槽)数 控全自动化专用机床。1套设备完成了传统加工方法4台设备的功能,并且产能还提高了2倍,劳动效率提高了3倍,5道加工工序自动完成。该生产线, 把多台设备多人操作升级为1人辅助操控,过程无人值守。 实现托辊自动焊接机生产轴加工的全部自动化。 提高劳动效率,节省人工费。
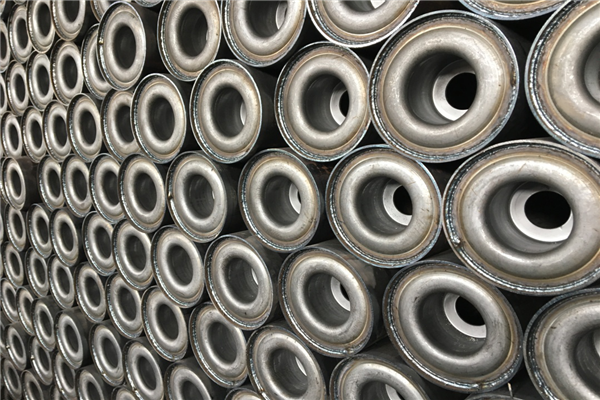
曹妃甸高质量托辊自动焊接机 轴承杯内孔加工精度差,导致轴承在轴承杯内周向窜动,是损坏托辊的原因之一。 冲压轴承杯,许3套冲压模具完成成品制作。冲压模具质量决定了轴承杯的质量,也就决定了轴承的寿命,最终关联着托辊的使用寿命。因此,托辊自动焊接机生产生产厂家,必须跟踪考核和做管理评审,以确保是合格的采购控制清单名录者,对购入的轴承杯严格按检验规程进行检验。

高质量托辊自动焊接机应用范围:摩擦托辊广泛应用于矿山、电力、冶金、化工、粮食、建筑、港口、码头等带式输送机的配套。摩擦托辊如何实现自动定位和焊接摩擦托辊的组装采用专用卡具和设备,实现自动定位和焊接。高质量生产组装是以摩擦托辊轴为基准,在专用卡具内以轴为基准再定位筒体,以保证轴与筒体、两端轴承的同轴度和两端轴承座端面的摩擦度。径向误差由设备的专用卡具自动整。设计的专用卡具,以摩擦托辊轴外径为基准,直接与筒体外径定位,并将轴承座端面与筒体截面焊接,从而减小了中间工序产生的误差对摩擦托辊几何尺寸精度的影响。只要保证专用卡具的精度和摩擦托辊轴的精度,就能保证摩擦托辊的精度要求,从根本上消除了影响摩擦托辊偏心的因素。

怎样提高托辊自动焊接机生产的使用寿命新型调偏托辊,包括输送带,输送带与托辊接触,它有调偏托辊组和调偏联动两部分组成,调偏联动部分是:输送带上两端分别设置有立辊,立辊分别通过立杆连接器与立杆连接,立杆上固定有第二立杆连接器与横杆连接,横杆通过精度调节器与平拉杆连接,平拉杆焊接在调偏托辊组上。此新型能够解决调偏效果差、结构复杂、故障率高的问题。一种耐磨性好、抗冲击性高、噪音低的调心曹妃甸高质量托辊自动焊接机组应用的挡边辊。此新型用于调心托辊组的挡边辊,通过技术方案予以实现,包括轴,轴外周面与超高分子聚乙烯辊皮内周面相邻,辊皮上、下端面分别设置圆周上、下凹槽,下轴用挡圈穿过轴设置于下凹槽内,上轴用挡圈位于轴端外侧并设置于上凹槽内,轴皮上端面外侧设置闷盖。本新型用于带式输送机的纠偏装置调心托辊组,不仅运转可靠还大大降低了噪声,同时对输送带边沿几乎没有损伤,提高了胶带的使用寿命。怎样提高托辊轴承的使用寿命。





