地址:河北省唐山市路北区东新南街南侧
邮编:063000
电话:0315-3711695 13323058526
邮箱:tshengmao@126.com
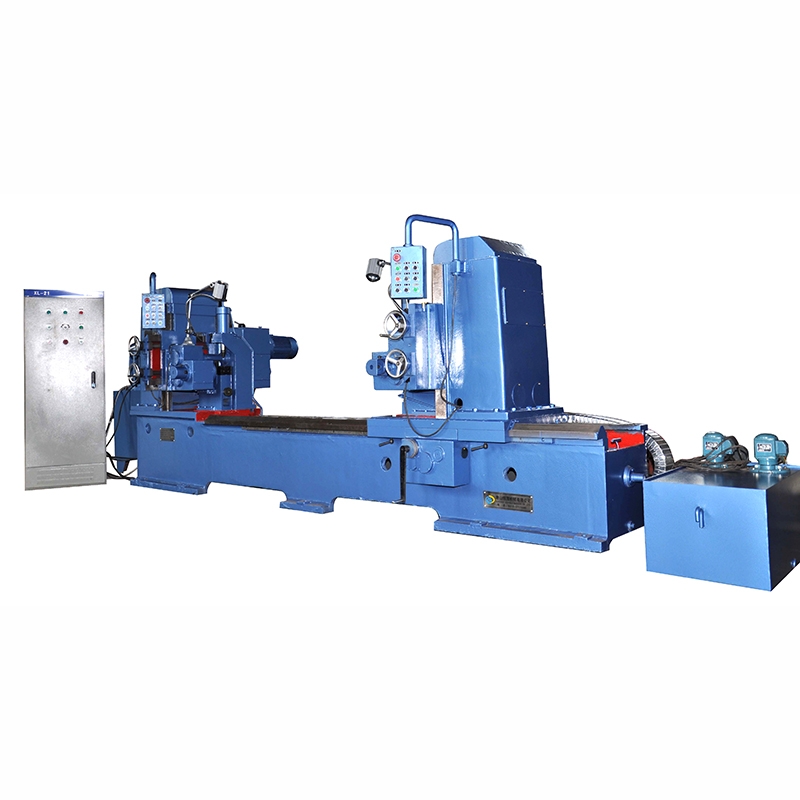
铣槽机主要用于自动车床后续的二次加工工艺,可通过改装后实现铣扁槽等工艺,也可加装钻孔,攻丝,倒角等工艺,也称为复合机,专用机床。也可用于各种金属材料,塑胶材料等非标金属材料的铣槽。
铣槽机底座采用质优铸件,主轴轨道高周波热处理后精密研磨,耐磨性强,精度稳定。适合加工自动车床车制后需剖面,剖槽之专用机型。加工零件可方可圆,可根据客户之需求量身订做。
铣槽机的底座采用铸件,主轴轨道高周波热处理后精密研磨,耐磨性强,精度稳定。适合加工自动车床车制后需剖面,剖槽之专用机型。加工零件可方可圆,可根据客户之需求量身订做.整机运用传统鸠尾导轨结构,经人工时效去应力和鸠尾导轨表面高频淬火硬化(消除材料应力变形并使致密耐磨),经精密研磨,导向性好,运动精度高。加工精度可达±0.02MM,加工件的一致性、互换性好。单机产能达3500~6000件/工作日(依材质及加工量、工序、表面光洁度有所增减)。人工上料时每人可操作2台以上机床,增加自动上料系统则达5~10台。
通过特定的刀具切削需要的槽。简单的说就是采用带有底刃刀具,切削成一个槽。步骤一般是以槽中心线直接下刀深度--铣槽---下刀---铣槽(来回铣削),铣到规定的深度,再根据槽宽度精铣到尺寸。铣槽通常是采用立式铣刀和圆盘锯片形式的铣刀,切削过程中,根据不同的材质和加工的要求,对机床整体的要求也会很高,如刀具的齿数,主轴动力头的转速,切削液的属性和机床整体的结构钢性。
铣槽设备在市场上有标准的,也有非标的,通常所见到的有:铣床、NC、数控自动铣边铣槽机、小卧铣、龙门铣等。
不同的铣床亦是有不同的用处,加工产品的外形尺寸大小来决定铣床的形式,如数控自动铣边铣槽机,专门针对是二次加工自动车后续的轴类产品的高精度切削,铣槽设备也可以用于铣扁,灵活性强,但凡具备铣的产品亦都可以切削。
铣槽机就是改变传统自动化电器控制,采用液压与电气控制相结合,从而实现数控自动铣边铣槽机加工产品工艺的自动化的整个过程。特别是自动车床系列后续的二次加工工艺亦是在数控自动铣边铣槽机上表现的到位,可加装自动送退料装置,全自动化进行切削,快走慢近刀,一个人可同时操作3-5台机器,在类似同类机床中具有速度快、定位准、效率高的特点在同等的体积下,液压装置能比电气装置产生出更多的动力,因为液压系统中的压力可以比电枢磁场中的磁力大出30~40倍。在同等功效下,液压装置的体积小,重量轻,结构紧凑。
铣槽机装置工作比较平稳。由于重量轻、惯性小、反应快,液压装置易于实现快速启动、制动和频繁的换向。
铣槽机装置能在大范围内实现无极调速,它还可以在运行的过程中进行调速。液压传动易于自动化,这是因为它对液体压力、流量或流动方向易于进行调节或控制的缘故。当将液压控制和电气控制、电子控制或气动控制结合起来使用时,整个传动装置能实现很复杂的顺序动作,接受远程控制。